Предметом данного изобретения является устройство для автоматической приварки шипов, шпилек и т.п. деталей методом сопротивления. Отличительная особенность предлагаемого устройства заключается в том, что оно выполнено в виде надеваемой на ствол пневматического клепального молотка насадки, снабженной двумя электродами: подвижным, приводимым в движение от бойка молотка и осуществляющим приварку шпильки, и неподвижным, устанавливаемым на ранее приваренную шпильку и служащим для замыкания цепи сварочного тока через эту шпильку.
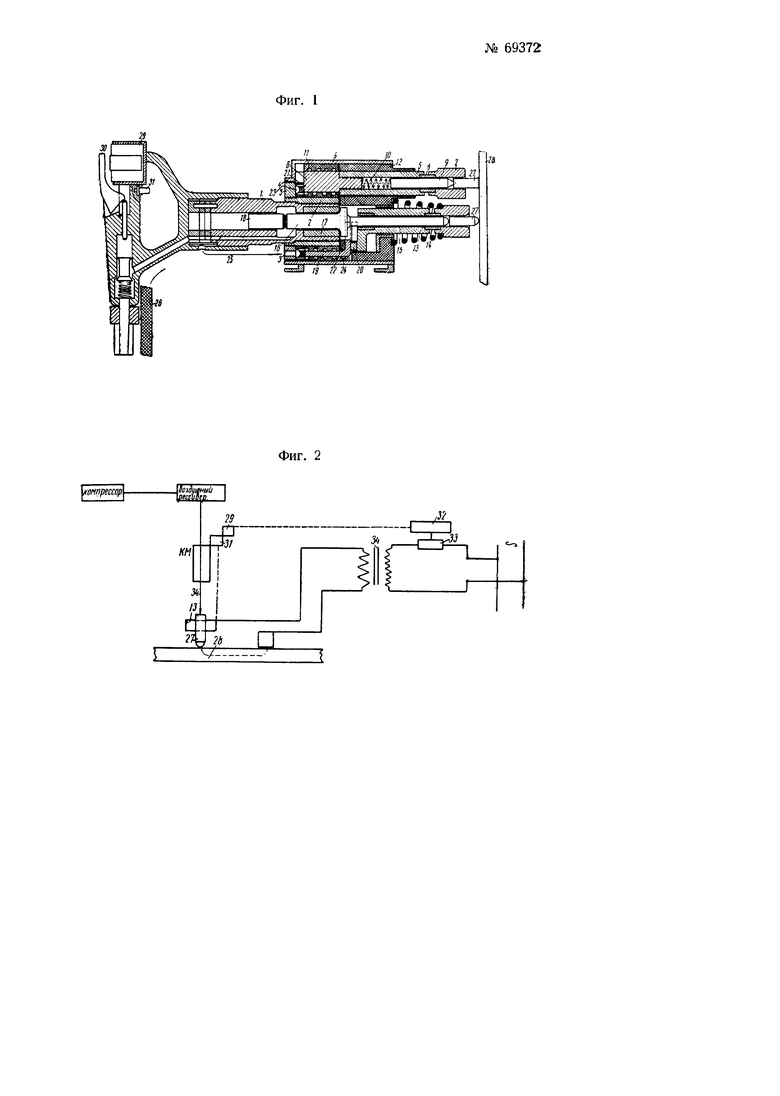
Сущность изобретения поясняется фиг. 1, на которой изображено в продольном разрезе предлагаемое устройство, надетое на конец пневматического клепального молотка, на фиг. 2 изображена схема устройства.
Как отмечалось выше, устройство представляет собой насадку, надеваемого на ствол 1 пневматического клепального молотка (КМ). Крепление осуществляется при помощи втулки 2, навинчиваемой на конец ствола КМ, как это сделано в варианте, показанном на фиг. 1, или при помощи стопорных болтов. На втулку 2 навинчена гайка 3 крепления.
Внутри корпуса 4 устройства монтированы неподвижный и подвижный электроды. Первый образован из трубки 5, основания 6 и сменной части 7, прикрепляемой к трубке 5 при помощи втулки 8, образующей подшипник скольжения для направляющего стержня 9, нагруженного пружиной 10. Основание 6 расположено в цилиндрическом изоляторе 11 (фарфор), а трубка 5 - в электроизоляционной втулке 12 (фибра или т.п.).
Подвижный электрод 13 посажен на пружине 14 и внутри его располагается стержень 15, являющийся концевой частью обжимки 16, расположенной внутри буксы 17 КМ и подвергаемой ударам бойка 18. Ток к электроду 13 подводится проводником 19 посредством графитоугольной вставки 20 на подвижном электроде.
Графитоугольные вставки предохраняют от подгорания концевую часть подвижного электрода и обеспечивают возможность смены и крепления основной части электрода.
Между гайкой 3 и другими деталями расположено торцевое электроизоляционное кольцо 21 (фибра и т.п.), а изолятор 22 из того же материала отделяет проводник 19 от втулки 2. Торцевые и боковые изоляторы, в которых располагаются токопроводящие части, сконструированы и расположены таким образом, что обеспечивают циркуляцию охлаждающего воздуха, омывающего всю поверхность токоподводящих шин и электродов. Для этой цели изоляторы 21 и 11 снабжены каналами 23 и 24. Для охлаждения используется отработанный воздух, подаваемый из КМ по пути, обозначенному стрелкой 25. Подвод тока осуществляется кабелем 26.
При помощи описанного устройства возможно выполнение заклепочно-сварных соединений контактной сваркой, например, как показано на фиг. 1, приварка шпилек 27 к листам 28, соединение листов путем установки заклепки и т.п. в отверстие, сделанное в одном из соединяемых листов, и приварка этой заклепки к другому листу. Для автоматизации подачи шпилек может быть применено соответствующее приспособление типа коробчатой обоймы, подающей шпильки к электроду 13 через боковой вырез в его концевой части.
На рукоятке КМ устанавливаются электромагнит 29, действующий на спусковой курок 30 воздушного клапана, и выключатель 31 ручного управления сварочным током. Электромагнит 29 блокируется через контактор 32 (фиг. 2) с прерывателем 33, осуществляющим автоматическое включение и выключение источника сварочного тока.
При работе боковой электрод устанавливают на приваренную ранее шпильку 27. Другая шпилька удерживается в электроде 13, Сварочный ток пропускается от одного из электродов 7 и 13 к другому через шпильки 27 и лист 28 (показано пунктиром на фиг. 2). В надлежащий момент по включении тока электромагнит 29 срабатывает и приводит в действие воздушную систему КМ. Обжимка 16 передает потребное сварочное давление (стрелка 34 на фиг. 2) на деталь - шпильку 27, нагретую до температуры сварочного жара.
Предлагаемое устройство обладает небольшим весом и является переносным ручным инструментом, позволяющим производить работу с большой производительностью в самых недоступных (для других сварочных машин) местах сооружения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический одноударный клепальныйМОлОТОК | 1979 |
|
SU848140A1 |
| Пневматический одноударный клепальный молоток | 1991 |
|
SU1794585A1 |
| Пневматический одноударный клепальный молоток | 1987 |
|
SU1546201A1 |
| Пневматический одноударный клепальный молоток | 1986 |
|
SU1433625A1 |
| Машина ударного действия | 1989 |
|
SU1791107A1 |
| МОЛОТОК ПНЕВМАТИЧЕСКИЙ КЛЕПАЛЬНЫЙ | 2001 |
|
RU2227090C2 |
| Полуавтомат для приварки шпилек | 1978 |
|
SU795807A1 |
| Устройство для приварки по копиру шпилек в стык к листовому металлу | 1933 |
|
SU39890A1 |
| Пневматическое устройство для приварки шпилек | 1948 |
|
SU83687A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
Устройство для автоматической приварки шипов, шпилек и т.п. деталей методом сопротивления, отличающееся тем, что оно выполнено в виде надеваемой на ствол пневматического клепального молотка насадки, снабженной двумя электродами, - подвижным, приводимым в движение от бойка молотка и осуществляющим приварку шпильки, и неподвижным, устанавливаемым на ранее приваренную шпильку и служащим для замыкания цепи сварочного тока через, эту шпильку.
