(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЙМ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| Способ изготовления обойм сердеч-НиКОВ МАгНиТНыХ гОлОВОК | 1979 |
|
SU822260A1 |
| Способ изготовления двухдорожечного блока магнитных головок стирания | 1983 |
|
SU1107161A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU343420A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU720494A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСТАВКИ УДЛИНЕННОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2011 |
|
RU2566238C2 |
Изобретение относится к области магнитной записи.
Оно может быть использовано для изготовления магнитных головок, предназначенных для установки в магнитофонах.
Известен способ изготовления обойм сердечников магнитных головок путем их прессования из пластмассы 1.
Однако подобный способ не позволяет изготавливать достаточно жесткие обоймы сердечников магнитных головок.
Известен также способ изготовления обойм сердечников магнитных головок путем разрезания металлической заготовки на части и прорезания в них пазов для установки сердечников 2. Этот способ обеспечивает изготовление обойм сердечников магнитных головок, обладающих значительной жесткостью.
Однако подобный способ не обеспечивает получение магнитных головок, обладающих достаточной износоустойчивостью.
Цель изобретения - увеличение износоустойчивости магнитных головок.
Это достигается за счет того, что перед разрезанием металлическую заготовку, выполненную в виде круглого стержня, выдавливают через матрицу-фильеру воздействием жидкости с давлением 9-10 - 2-10® Н/м.
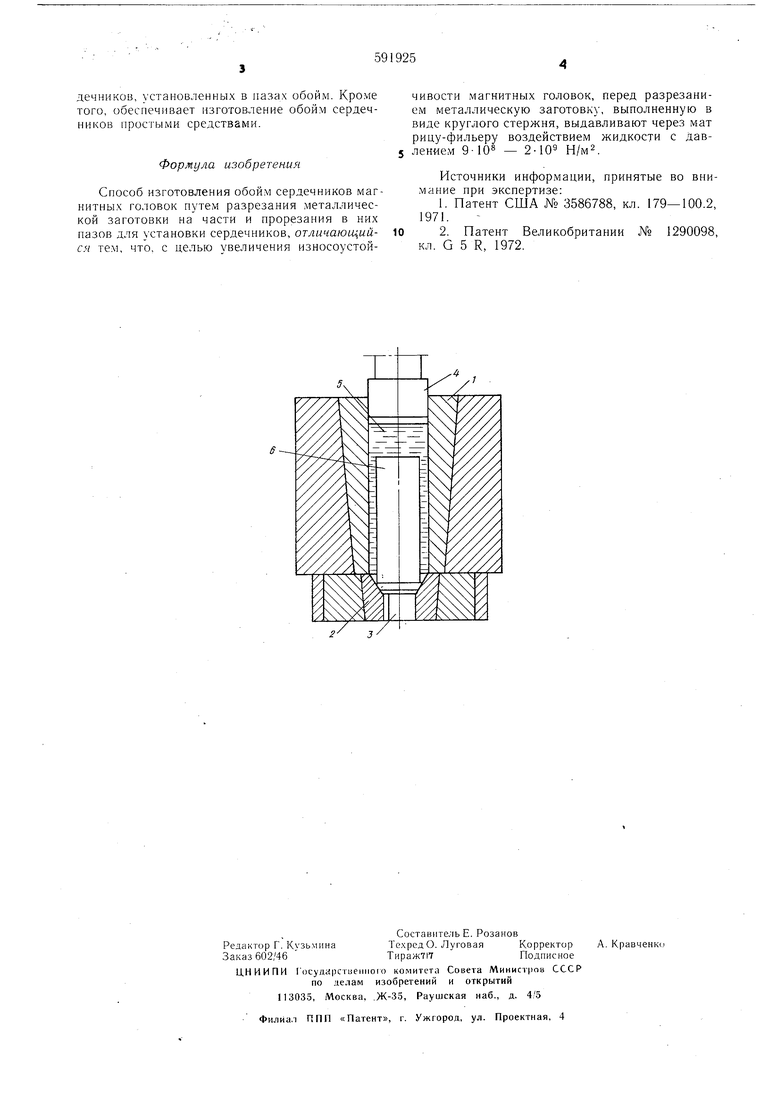
На чертеже показан один из возможных вариантов устройства для осуществления предлагаемого способа изготовления обойм сердечников магнитных головок.
Устройство содержит контейнер 1, выполненный с полостью, сопряженной с одной стороны с матрицей-фильерой 2, имеющей профильное отверстие 3. В полости контейнера установлен перемещаемый поступательно порщень 4. Кроме того, полость контейнера заполнена жидкостью 5, напри.мер маслом, в которой расположена металлическая заготовка 6, выполненная в виде круглого стержня, обеспечивающей центрирование в матрице-фильере.
Изготовление обойм сердечников магнитных головок согласно предлагаемому способу происходит следующим образом. Металлическую заготовку 6, выполненную в виде круглого стержня, выдавливают через матрицу-фильеру 2 воздействием жидкости 5 с давлением 2-103 Н/м2. Затем разрезают ее на части и прорезают в них пазы для установки сердечников магнитных головок.
Использование изобретения позволяет в значительной степени увеличить износоустойчи25 вость магнитных головок, собранных из сердечников, установленных в пазах обойм. Кроме того, обеспечивает пзготовление обойм сердечников простыми средствами.
Формула изобретения
Снособ изготовления обойм сердечников магнитны.к головок путе.м разрезания .металлической заготовки на части и прорезания в них назов для установки сердечников, отличающийся тем, что, с целью увеличения износоустойчивости магнитных головок, перед разрезанием металлическую заготовку, выполненную в виде круглого стержня, выдавливают через мат рицу-фильеру воздействием жидкости с давлением 9-108 - 2-109 Н/м.
Источники информации, принятые во внимание при экспертизе:
кл. G 5 R, 1972.
