Изобретение относится к технике магнитной записи, а именно к способам изготовления магнитных головок.
Известен способ изготовления блоков головок стирания, согласно которому сердечники изготовляют из готовых деталей, установленных на общей базе, прорезку рабочих зазоров и сборку головок производят групповым методом 1.
Недостатком этого способа является получение головок с низкими уровнем стирания и коэффициентом полезного действия.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления двухдорожечного блока магнитных головок стирания, включающий формирование двух магнитных сердечников с двумя рабочими зазорами в каждом, прикрепление к сердечникам магнитопроводов с обмотками, установку междорожечной пластины и профилирование по радиусу рабочей поверхности блока 2.
Недостатками известного способа являются сложность и трудоемкость технологического процесса изготовления блока головок, так как каждый сердечник блока формируется отдельно, при этом глухие пазы для рабочих зазоров прорезаются в высокой полюсной части алмазным кругом с большим отношением его диаметра к толщине, из-за чего невозможно обеспечить высокую точность размеров пазов и их относительное расположение.
Цель изобретения - упрощение технологии изготовления блока головок и повышение процента выхода годных блоков.
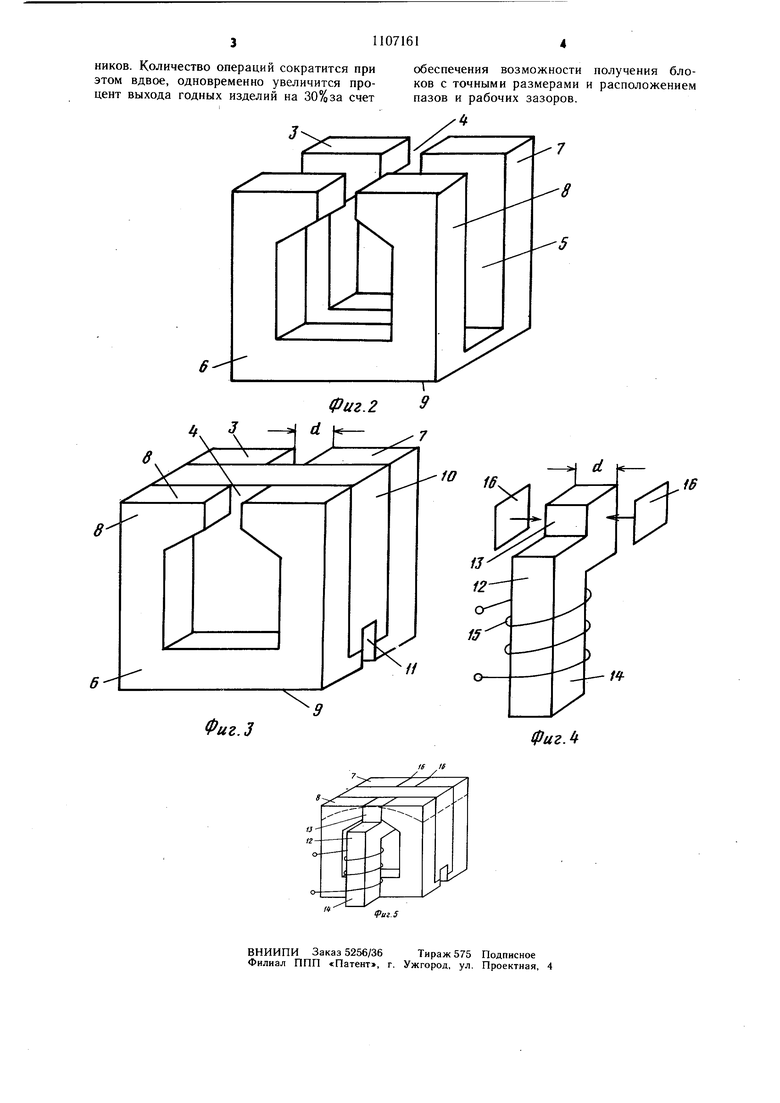
Поставленная-цель достигается тем, что согласно способу изготовления двухдороГ).ечного блока магнитных головок, включающему формирование двух магнитных сердечников с двумя рабочими зазорами в каждом, прикрепление к сердечникам магнитопроводов с обмотками, установку междорожечной пластины и профилирование по радиусу рабочей поверхности блока, сердечники с рабочими зазорами формируют путем изготовления заготовки в форме параллелепипеда со сквозным отверстием под обмотку, последовательного прорезания со стороны рабочей поверхности блока сквозного продольного паза, по щирине равного двум рабочим зазорам и расстоянию между ними, и перпендикулярных ему глухих поперечных пазов под междорожечные пластины, разрезания заготовки на двухдорожечные блоки, вклеивания в поперечные пазы междорожечных пластин и прорезания с тыльной стороны блока на всю длину заготовки перпендикулярных оси отверстия под обмотку разделительных канавок, при
этом перед профилированием рабочей поверхности блока приклеивают к каждому сердечнику через немагнитные прокладки коленообразный магнитопровод с обмоткой, ступенчатый участок которого располагают внутри паза под рабочие зазоры, а прямолинейный участок приклеивают непосредственно к боковой поверхности тыльной части сердечника.
На фиг. 1-5 - последовательно представлены основные стадии изготовления блока головок.
Способ заключается в следующем. Путем спекания магнитного материала
подготавливают магнитную заготовку 1 в форме параллелепипеда, имеющую сквозное отверстие 2 под обмотку (фиг. 1). В центре рабочей поверхности 3 прорезают продольный паз 4, который с нижней стороны соединяется с отверстием 2 под обмотку.
0 Ширина d паза 4 должна быть равна расстоянию между двумя .рабочими зазорами плюс две заданные ширины рабочих зазоров. Затем в заготовке 1 прорезают ряд глухих поперечных пазов 5 под междоро5 жечные пластины, после чего разрезают заготовку на двухдорожечные блоки 6 сердечников (фиг. 2). Блок состоит из двух сердечников 7 и 8, соединяющихся между собой со стороны тыльной поверхности 9, противоположной рабочей поверхности 3.
0 В паз 5 вклеивают междорожечную пластину 10 (фиг. 3), размеры которой соответствуют размерам паза 5. Затем со стороны тыльной поверхности 9 блока 6 прорезают узкую поперечную разделительную канавку 11, проходящую вглубь междорожечной
5 пластины 10, в результате чего происходит разделение блока по числу дорожек. Отдельно подготавливают коленообразные магнитопроводы 12, (фиг. 4), имеющие ступенчатый участок 13, по ширине равный рас0 стоянию между зазорами d минус две заданные ширины рабочих зазоров. На прямолинейные участки 14 магнитопроводов 12 наносят обмотки 15 стирания. Готовые магнитопроводы 12 приклеивают по одному к каждому сердечнику 7 и 8 (фиг. 5), при этом
5 прямолинейный участок 14 присоединяется к боковой поверхности сердечника со стороны, противоположной пазу 4, а ступенчатый участок 13 вставляется внутрь паза 4 и вклеивается в него через немагнитные прокладки 16, по толщине равные заданной ширине рабочего зазора. Затем производят профилирование рабочей поверхности блока по заданному радиусу.
Изобретение позволит значительно упрос5 тить процесс изготовления двухдорожечного блока магнитных стирающих головок с двумя зазорами за счет исключения операций сборки блоков из отдельных сердеч311071614
НИКОВ. Количество операций сократится приобеспечения возможности получения блоэтом вдвое, одновременно увеличится про-ков с точными размерами и расположением
цент выхода годных изделий на 30%за счетпазов и рабочих зазоров.
ё
8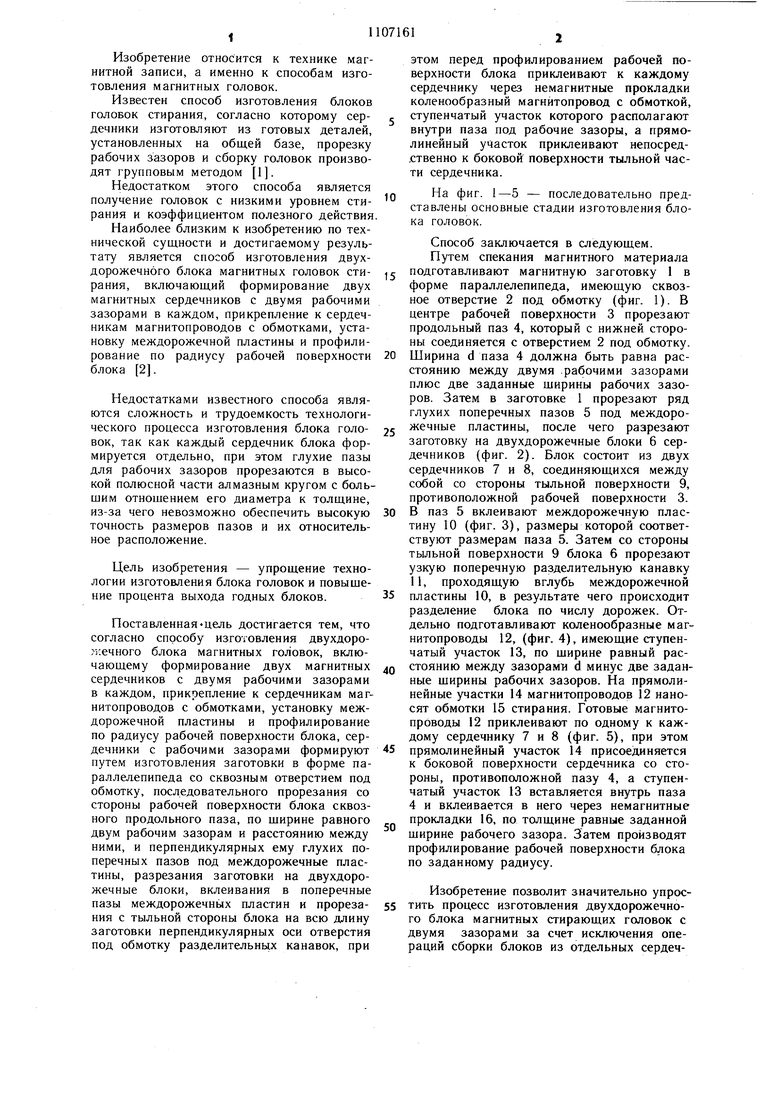
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечного блока двухзазорных магнитных головок стирания | 1990 |
|
SU1760545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХДОРОЖЕЧНОГО БЛОКА МАГНИТНЫХ ГОЛОВОК | 1973 |
|
SU390564A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления многодорожечного блока магнитных головок | 1983 |
|
SU1095229A1 |
| Комбинированная магнитная головка и способ ее изготовления | 1985 |
|
SU1254545A1 |
| Способ изготовления многодорожечной магнитной головки | 1976 |
|
SU957267A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ MHO ГОДОРОЖЕЧНОГО БЛОКА, СОСТОЯЩЕГО ИЗ ЗАПИСЫВАЮЩИХ И ВОСПРОИЗВОДЯЩИХ | 1970 |
|
SU287626A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МОДУЛЯЦИОННЫХ МАГНИТНЫХ ГОЛОВОК | 1970 |
|
SU282431A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХДОРОЖЕЧНОГО БЛОКА МАГНИТНЫХ ГОЛОВОК СТИРАНИЯ, включающий формирование двух магнитных сердечников с двумя рабочими зазорами в каждом, прикрепление к сердечникам магнитопроводов с обмотками, установку междорожечной пластины и профилирование по радиусу рабочей поверхности блока, отличающийся тем, что, с целью упрощения технологии изготовления блока и повыщения процента выхода годных блоков, сердечники с рабочими зазорами формируют путем изготовления заготовки в форме параллелепипеда со сквозным отверстием под обмотку, последовательного прорезания со стороны рабочей поверхности блока сквозного продольного паза, по, щирине равного двум рабочим зазорам и расстоянию между ними, и перпендикулярных ему глухих поперечных пазов под междорожечные пластины, разрезания заготовки на двухдорожечные блоки, вклеивания в поперечные пазы междорожечных пластин и прорезания с тыльной стороны блока на всю длину заготовки перпендикулярных оси отверстия под обмотку разделительных канавок, при этом перед профилированием рабочей поверхности блока приклеивают к каждому сердечнику через немагнитные прокладки коленообразный магнитопровод с обмоткой, ступенчатый учас(Л ток которого располагают внутри паза под рабочие зазоры, а прямолинейный участок приклеивают непосредственно к боковой поверхности тыльной части сердечника. о:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления блока стирающих магнитных головок | 1980 |
|
SU862207A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПРОИЗВОДСТВА СДОБНОГО ПЕЧЕНЬЯ | 2020 |
|
RU2751211C1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
