I
Изобретение относится к производству труб на пилигримовых станах как с подвижной, так и со стационарной станинами.
Известен способ холодной пильгерной прокатки труб, включающий деформацию заготовки двум-я последовательно расположенными парами валков с ручьями переменного радиуса на общей оправке, лричем первая пара валков деформирует заготовку только по диаметру, а вторая только по толщине стенки
1.
Деформация по диаметру без обжатия по толщине стенки н деформация по толщине стенки без обжатия по диаметру значительно снижает технологическую деформируемость, ухудшает качество металла и поверхности труб, ограничивает производительность прокатного стана.
Наиболее близким техническим рещением к предложенному является способ, включающий деформацию заготовки по диаметру и толщине стенки одновременно двумя парами валков на общей оправке и, позволяющий увеличить производительность и повысить качество труб 2.
Однако известный способ не раскрывает характера распределения деформации по диаметру и толщине стенки между парами валков, что не позволяет обеспечить благоприятное напряженно-деформированное состояние прокатываемого металла.
С целью повышения пластичности и снил ения разнозернистости металла, по предлагаемому способу, содержащему деформацию заготовки по диаметру и толщине стенки, одновременно двумя парами последовательно расположенных валков на оправке отношение коэффициентов деформации по диаметру н стенки В первой паре валков составляет 0,,1, а во второй 0,8-н-1,2, при этом абсолютное обжатие по толщине стенки во второй паре валкев составляет 20-35% абсолютного обжатия в двух парах.
Кроме того, в предложенном способе при деформации заготовки второй парой валков производят ее охлаждение.
Указанные отличия обеспечивают благоприятное напряженно-деформированное состояние прокатываемого металла.
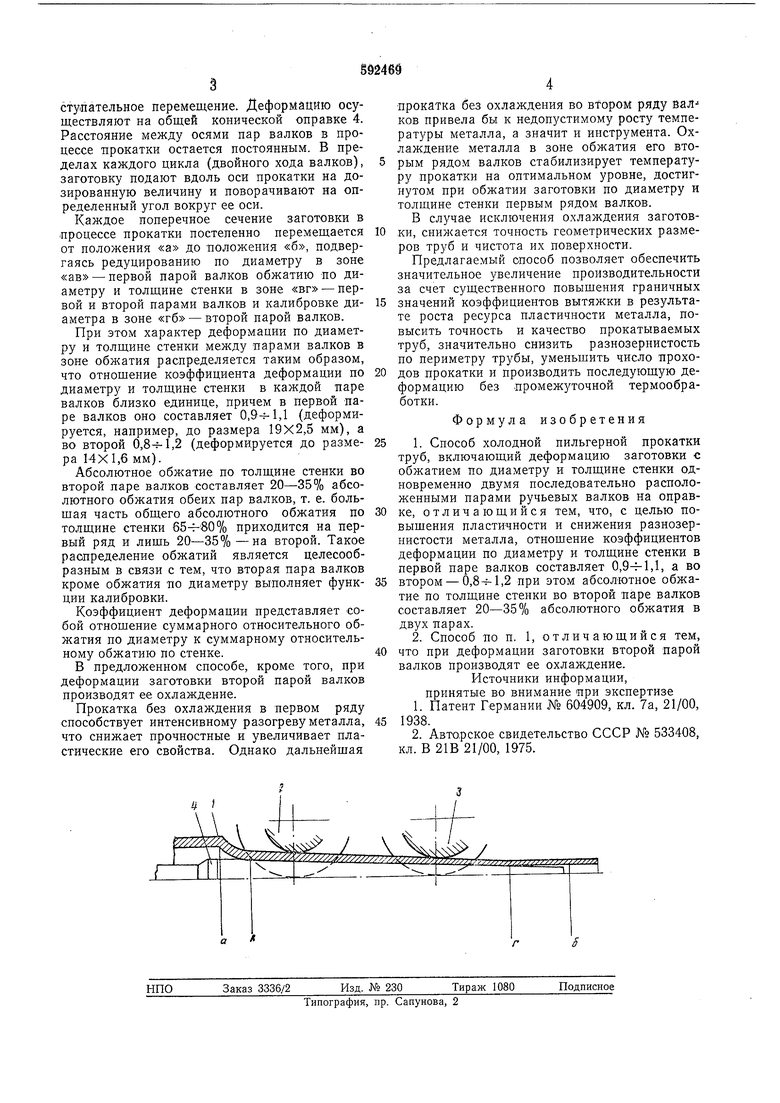
На чертеже представлена схема осуществления способа.
Предложенный способ холодной прокатки труб состоит в том, что исходную круглую заготовку 1, например размером 38X4,2 мм, деформируют по диаметру и стенке одновременно двумя последовательно располол енными парами валков 2 и 3, имеющих переменный профиль ручья и совершающих возвратно-по
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной прокатки труб | 1986 |
|
SU1409358A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ холодной прокатки труб | 1986 |
|
SU1353544A1 |
| Способ периодической холодной прокатки труб | 1984 |
|
SU1189520A1 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| Инструмент стана холодной прокатки труб | 1985 |
|
SU1310049A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Способ продольной прокатки труб | 1990 |
|
SU1764726A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
