Изобретение относится к обработке металлов давлением и наиболее эффек- тивно может быть использовано при производстве холоднодеформированных труб на станах ХПТ и ХПТР с двумя рядами валков или роликов.
Цель Изобретения - увеличение производительности.
На чертеже представлена схема pea- лизации способа.
Способ холодной прокатки труб включает периодическую подачу заготовки 1 в очаг деформации, образованный последовательно установленными парами валков 2 и 3, и деформацию заготовки валкамн при их возвратно-поступательном перемещении на конической оправке 4.
При этом заготовка на части ,2 редуцируется по диаметру участками асГручьев валков 2 первой пары, на части IGJ обжимается по диаметру и толщине стенки участками f ручьев валков 2.
На части г1/эедз заготовка редуцируется по диаметру участками л: ручьев валков 3 второй пары, на части - обжимается по диаметру и толщине стенки участкамиэе ручьев валков 3, на части IKJ - калибруется участками ,|ц. ручьев валков 3.
На части Igg заготовка не обжимается валками по диаметру и стенке, а подвергается овализации участками i валков 2 первой пары и je валков 3 второй пары с коэффициентом 1,05-1,12 и коэффициентом дробности 2-5. Коэффициент овализации определяется отношением ширины ручья к его высоте на участках Sz и е ручьев валков.
Коэффициент дробности деформации определяется отношением длины участка овализации к произведению коэффициента вытяжки при деформации первой па- рой валков на величину подачи.
При этом возможны случаи: 1ов Ije Калибровку участков г. и je выполняют одинаковой. Оба этих участка контактируют с заготовкой на одном .и том же участке очага деформации IpB но в разные периоды цикла: участок де - в начале прямого и конце обратного ходов валков 3, а участок г. - в конце прямого и начале обратного ходов валков 2. Так как между этими периодами происходит осевое истечение металла от деформации в первом ряду валков, а также в связи
с кантовкой заготовки и упругой деформацией валков и других элементов клети от давления металла на валки, на участке 1ря происходит овализация заготовок как под действием участка (г валков 2 первого ряда, так и под действием участка в валков 3 второго ряда валков.
Таким образом, зоны, где происходит овализация заготовки первьтм и вторым рядами валков, полностью перекрываются. IOB С Зоны, где происходит овализация заготовки первым и вторым рядами валков, являются продолжением друг друга: ов Ч или lj L log Igj
Зоны, где происходит овализация заготовки первым и вторым рядами валков, частично перекрываются. На участке полного перекрытия овализация заготовки осуществляется обоими рядами: , О или leg 0. Овализация заготовки осуществляется лишь одним рядом валков.
Овализация трубы между парами валков имеет знакопеременный характер в связи с поворотом заготовки за каждый двойной ход валков. Знакопеременная овализация при одновременном действии осевой знакопеременной деформации, имеющей место при двухрядкой прокатке труб, приводит к эффективному раз- . упрочнению металла, деформированного в первом ряду валков.
Знакопеременный характер деформации инициирует развитие процессов ди- намического отдыха металла, что приводит к значительному разупрочнению металла вплоть до его рекристаллизации. Эффективность знакопеременной деформации во многом обусловлена параметрами знакопеременного нагруже- ния, такими как амплитуда, количество циклов, структурное состояние металла.
В предложенном способе амплитуду переменной деформации обуславливает коэффициент овализации.
В табл. 1 приведены экспериментальные данные влияния коэффициента овализации на прочностные свойства металла и особенности процесса прокатки (трубы из стали ЭИ-8А7 прокатывались по маршруту 42x5-18x1,5 мм),
Как видно из табл. 1, лишь при значениях коэффициента овализации 1,05-1,12 процесс прокатки удовлетворителен. Это объясняется тем, что при
51
OTrvTf Tiuin oRcUnnai-Uni ( кпчг{к}и1Г1иент овалтации ранен 1) и.пи малых его значениях (менее 1,05) не пр исходит достат(1чиое разупрочнение накпепанно го в нервом ряду колков металла, а при больших его значениях (более 1,12) на внутренне и наружно; но- верхностях труб мета1гл получает зна- чител ную дополнительную деформацию (от изгиба стенки трубы), что приводит к его разрушению.
Экспериментальные AaHtibie, получен при прокатке труб из стали ЭИ-8Д по маршруту 42x5-18x1,5 мм, пока- зывающих зависимость механических свойств прокатанных труб от коэ(|х{)ици ента дробности деформации на участке овализации, приведены в табл. 2.
Как следует- из данных табл. 2, процесс прокатки без овализации протекал неудовлетворительно - сопровождался налипанием металла на прокатный инструмент и растрескиванием концов труб, что связано с сильным уп- рочнением металла.
Операция овализации с коэффициентом дробности равным 1 не привела к улучшению процесса прокатки, а при дальнейшем увеличении до 5 наблюда- лось уменьшение прочностных и повышение пластических свойств металла, чт обусловило нормальное протекание процесса. Дальнейшее увеличение коэффициента дробности привело к растрескиванию концов труб при прокатке несмотря на более благоприятный уровень механических свойств металла труб в сравнении с известным процессом. Это объясняется возникновением микро трещин при многократном знакопеременном изгибе стенки трубы при овализации.
Из приведенных данных видно, что коэффициент овализации и коэффициент дробности на участке овализации влияют на прочностные и пластические свойства прокатываемого металла, которые определяют особенности процесс прокатки. Высокий уровень прочностны свойств (51 , ffai твердость, ширина рентгеновских линий) и соответственн низкий уровень пластических свойств (сГ) обуславливают разрушение и нали
г
0 5
о ,Q
5
5
мг.иио eтaлJIa на ннс р v.. : . :; раничивает степгчп, рл .. - :- ции (та проход).
Г кпнчател1. выппр оптимальных зн;1чений коэффициента олалич.;и1ии и коэффициента дробности, пГт-спечиваш-- щих увеличение стсиеч ; p rtntnui деформации без раярушен -.; и ь-ии ия.ния на инструмент npoKaT v:.),. м ;М, :л,ч, гюжет быть cдpJi н li;; ,ьии i абл . 3, в которой приьелепы . пер ,ментапь- ные данные, полученнме при прок тке с различными степеням -, деформ.пции.
Таким образом, игпо. тьзовани -.t предложенного способа позволяет иоиысит;. степень разовых деформаций за , i, за счет уменьшения упрочнения (eтaллa и увеличения пластичности перед деформацией во второй паре валков. Это позволяет сократить число циклов холодного передела при производстве труб с сопутствующими операциями, что обусловлено тем, что при прокатке труб в двух парах вапков знакопеременная деформация, возникающая пря овализации и осевом взаимодействии мгновенных очагов, действует на уже сформировавшуюся в процессе деформации в первой паре дислокационную структуру, упорядочивая ее, приводит к интенсивному развитию релаксационных процессов, следствием чего является снижение упрочнения металла и в конечном счете повышение разовых степеней деформации, а значит прл:.зводи- тельности.
Формула изобретения
Способ холодной прокатки труб, включающий порционную подачу заготовки в очаг деформации, образованный двумя парами валков, и деформацию поданной порции последовательно первой и второй парами иалков при их возг вратно-поступатсльном перемещении на неподвижной оправке, отличаю- щ и и с я тем, что, с целью увеличения производительности, перед деформацией второй парой валков заготовку овализуют с коэффициентом овализации 1,05-1,12 и с коэффициентом дробности 2-5.
1404 TiH6
Т л б л и ц л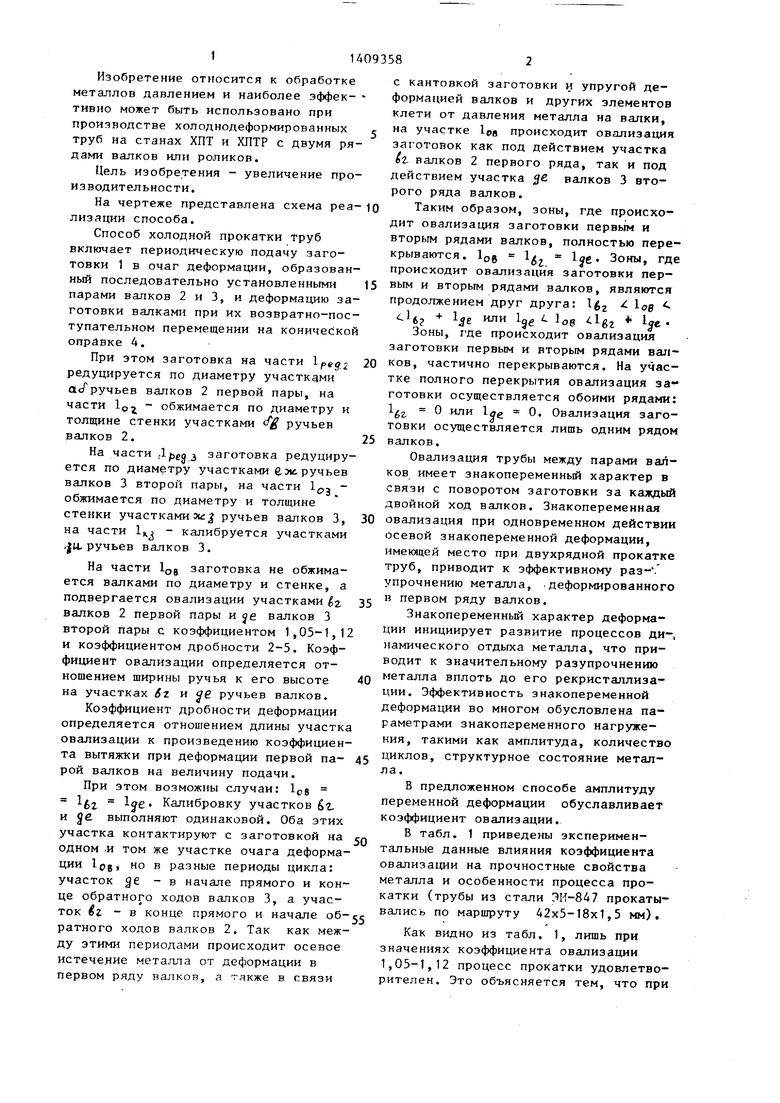



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2001 |
|
RU2215603C2 |
| Способ холодной прокатки труб | 1986 |
|
SU1353544A1 |
| Инструмент стана холодной прокатки труб | 1985 |
|
SU1310049A1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| Способ непрерывной холодной прокатки труб | 1984 |
|
SU1222338A1 |
| Способ холодной пильгерной прокатки труб | 1976 |
|
SU592469A1 |
| Способ изготовления холоднодеформированных особотолстостенных труб из аустенитных нержавеющих сталей | 1984 |
|
SU1196048A1 |
| Способ холодной прокатки труб и устройство для его осуществления | 1985 |
|
SU1243853A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
Изобретение относится к области обработки металлов давлением и наиболее эффективно может быть использовано при производстве холоднодеформиро- Еэнных труб на станах ХИТ и ХПТР с двумя рядами валков или роликов. Цель изобретения - увеличение производительности. Способ холодной прокатки труб включает деформацию заготовки 1 двумя последовательно установленными парами валков 2 и 3 при их возвратно- поступательном перемещении. При зтом перед деформацией второй парой валков заготовку овализуют с коэффициентом овализации 1,05-1,12 и коэффициентом дробности 2-5. 1 ил., 3 табл. (Г с ел
Способ 2 и 7 с злпредельными значениями параметров.
Способ 2 н 6 г чапредельными значениями параметров.
Таблица2
Таблиц аЗ
| Способ холодной пильгерной прокатки труб | 1976 |
|
SU592469A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (S i) СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | |||
