Изобретение относится к обработке металлов давлением и может быть использовано при периодической холодной прокатке труб.
Цель изобретения - повышение устойчив ос ти пр оце с с а.
Сущность способа прокатки заключается в том, что заготовку подвергают периодической холодной прокатке путем деформации ее на оправке валка ми, имеющими зоны редуцирования с переменным радиусом ручья, обжатия и калибровки и совершающими возвратнопоступательное перемещение при кон.такте с профильными планками, имеющи ми соответственно зонам валка зоны редуцирования, обжатия и калибровки, причем редуцирование заготовки и начальное ее обжатие по толщине стенки на участке длиной 1/8-1/4 от обжимной зоны производят с разведением валков, ручей которых на 1/8-1/А длины зоны обжатия вьтолнен с уменьшением радиуса, а соответствующие участки планок - с наклоном к оси прокатк со стороны вьпсода трубы. Остальное обжатие по толщине стенки производят со сведением валков, ручей которых на соответствующей части обжимной зоны выполнен постоянным радиусом, а опорные планки - с наклоном к оси прокатки со стороны входа заготовки.
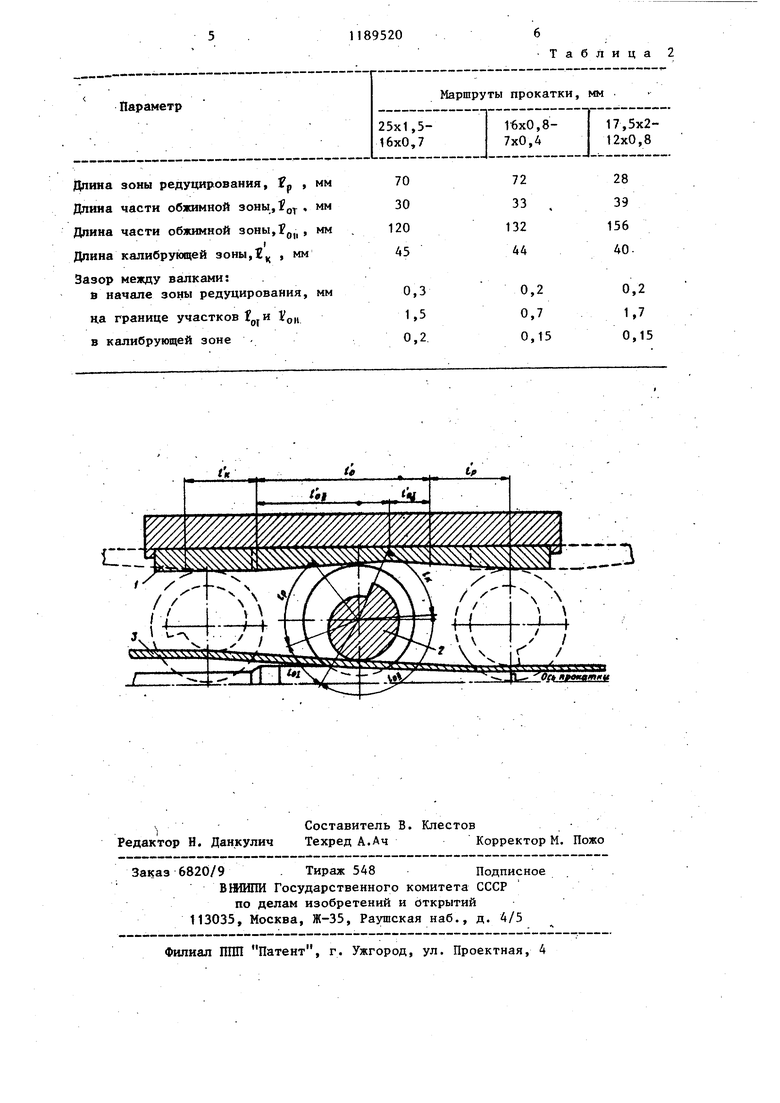
На чертеже изображен прокатный инструмент, с помощью которого может быть реализован предлагаемый способ, а также приведена схема деформации заготовки (одна из симметричных относительно оси прокатки частей).
Инструмент содержит профильные планки 1, закрепленные в клети, снаб женной приводом возвратно-поступательного перемещения, и контактирующие с планками ручьевые валки 2-, каждый из которых имеет по длине ручья зону редуцирования (fp) с уменьшающимся радиусом ручья для обжатия заготовки 3 по диаметру, обжимную зону (,,) для обжатия заготовки по толщине стенки, состоящую из двух частей (I и Бр.), причем первая часть обжимной зоны БОН /8 4 о выполнена с уменьшающимся радиусом ручья, вторая часть f „и , выполнена с , постоянным радиусом ручья,, а калибрующая зона ( ) с постоянным радиусом ручья для калибровки труб.
Каждая планка также имеет соответственно зонам валка зоны редуцирования (Г,,), обжимную (tj, 1 + Бд,| ) и калиорующую (11 ) . В зоне редуцирования и в начальной части обжимной зоны (,) планка наклонена к оси прокатки со стороны выхода трубы, в остальной части обжимной зоны планка накпонрна коси прокатки со стороны входа заготовки,а вкалибоуюшей зоне параллельна осипрокатки.Наклон планки начасти обжимной зоны (6{,ц), соответствующей постоянному радиусу ручья, имеет переменную величину и определяется по известной методике, а в зоне редуцирования и начальной частиобжимной зоны выбирается постоянным.
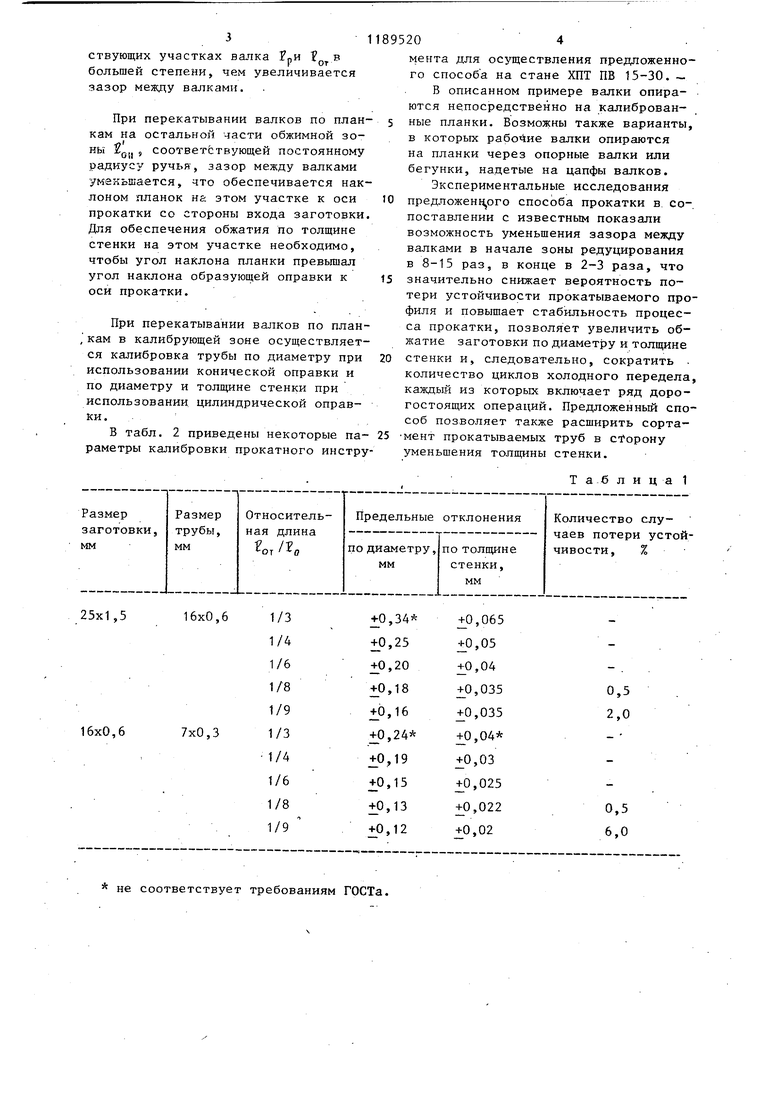
Оптимальная длина начальной части обжимной зоны tuT установлена экспериментально: при длине, превышающей i/4 j , снижается точность размеров труб как по диаметру, так и по толщине стенки, а при длине, меньшей 1/8 f , увеличивается количество случаев потери устойчивости поперечного сечения трубы (табл. 1).
Предлагаемый способ осуществляется следующим образом.
При прокатке клеть с планками 1 совершает возвратно-поступательное движение вдоль оси прокатки. При этом валки 2, обкатываясь без сколь|Жечия по планкам, также совершают возвратно-поступательное движение, но с меньшей скоростью, чем клеть.
Определение оптимальной длины начальной части обжимной зоны приведено в табл. 1.
При перемещении в сторону выхода трубы (враво) валки последовательно редуцируют заготовку зоной Гр, обжимают ее по толщине стенки зоной $. +
о и калибруют зоной Y . При этом
валки контактируют с планками последовательно в соответствующих зонах
Гр , от к Положения валков и планок в моменты начала и окончания деформации показаны штриховыми линиями. При перекатывании валков по планкам в зоне редуцирования (Рр) и на первой части обжимной зоны . (Рд ) зазор между валками увеличивается от минимального в начале зоны редуцирования до максимального на границе участков f и Ig обжимной зоны, что обеспечивается наклоном планок на этих участках к оси прокатки со стороны выхода трубы. При этом обжатие заготовки обеспечивается уменьщением радиуса ручья на соответствующих участках валка рИ большей степени, чем увеличивается зазор между валками. При перекатывании валков по план кам на остальной части обжимной зоны Qjj 5 соответствующей постоянному радиусу ручья, зазор между валками уменьшается, что обеспечивается нак лоном лланок на этом участке к оси прокатки со стороны входа заготовки Для обеспечения обжатия по толщине стенки на этом участке необходимо, чтобы угол наклона планки превышал угол наклона образующей оправки к оси прокатки. При перекатывании валков по план ,кам в калибрующей зоне осуществляет ся калибровка трубы по диаметру при использовании конической оправки и по диаметру и толщине стенки при использовании цилиндрической оправки. В табл. 2 приведены некоторые па раметры калибровки прокатного инстр 204 мента для осуществления предложенного способа на стане ХПТ ПВ 15-30. В описанном примере валки опираются непосредственно на калиброванные планки. Возможны также варианты, в которых рабо ие валки опираются на планки через опорные валки или бегунки, надетые на цапфы валков. Экспериментальные исследования предложенн ого способа прокатки в со-. поставлении с известным показали возможность уменьщения зазора между валками в начале зоны редуцирования в 8-15 раз, в конце в 2-3 раза, что значительно снижает вероятность потери устойчивости прокатываемого профиля и повышает стабильность процесса прокатки, позволяет увеличить обжатие заготовки по диаметру и толщине стенки и, следовательно, сократить количество циклов холодного передела, каждый из которых включает ряд дорогостоящих операций. Предложенный способ позволяет также расширить сортамент прокатываемых труб в ст орону уменьшения толщины стенки. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Инсрумент стана холодной прокатки труб | 1975 |
|
SU535120A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Инструмент для периодической деформации труб | 1987 |
|
SU1437119A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Опорная планка роликового стана холодной прокатки труб | 1982 |
|
SU1047558A1 |
СПОСОБ ПЕРИОДИЧЕСКОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ, включагаций деформацию заготовки на оправке валками, имекщими зоны редуцирования с переменным радиусом ручья, обжатия и калибровки и совершакяцими возвратно-посту- пательное перемещение при контакте с профильными планками, имекщими соответственно зонам валка зоны редуцирования, обжатия и калибровки, отличающийся, тем, что, с целью повьшения устойчивости процесса, редуцирование заготовки и начальное ее обжатие по толщине стенки на участке длиной 1/8-1/4 от обжимной зоны про- р 8 изводят с разведением валков, учей которьпс на 1/8-1/4 длины зоны обжатия, вьтолнен с уменьшением радиуса, а соответствующие участки планок - с наклоном к оси прокатки со стороны выхода трубы.
не соответствует требованиям ГОСТа.
Таблица 2
:::
On Hpaeemint
| Способ холодной прокатки труб роликами | 1958 |
|
SU119162A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инсрумент стана холодной прокатки труб | 1975 |
|
SU535120A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
