1
Изобретение относится к области изготовления абразивного инструмента.
Известен абразивный инструмент, на рабочей поверхности которого расположены чередующиеся участки на металлической и органической связующем 1.
Совокупное использование в конструкции двух связующих позволяет реализовать износостойкие качества металлического связующего с возможностью получения высокой чистоты обработки, присущие органическому связуЮЩему.
Однако конструкция известного абразивiioro круга и& позволяет реализовать его для обработки изделий нз хрусталя, требующие использования кромкостойкого инструмента с угловым профилем.
С целью сохранения геометрии круга с угловым профилем часть круга, образующая профиль, выполнена на металлическом связующем, а прИоТегающие к нему боковые участки - на органическом.
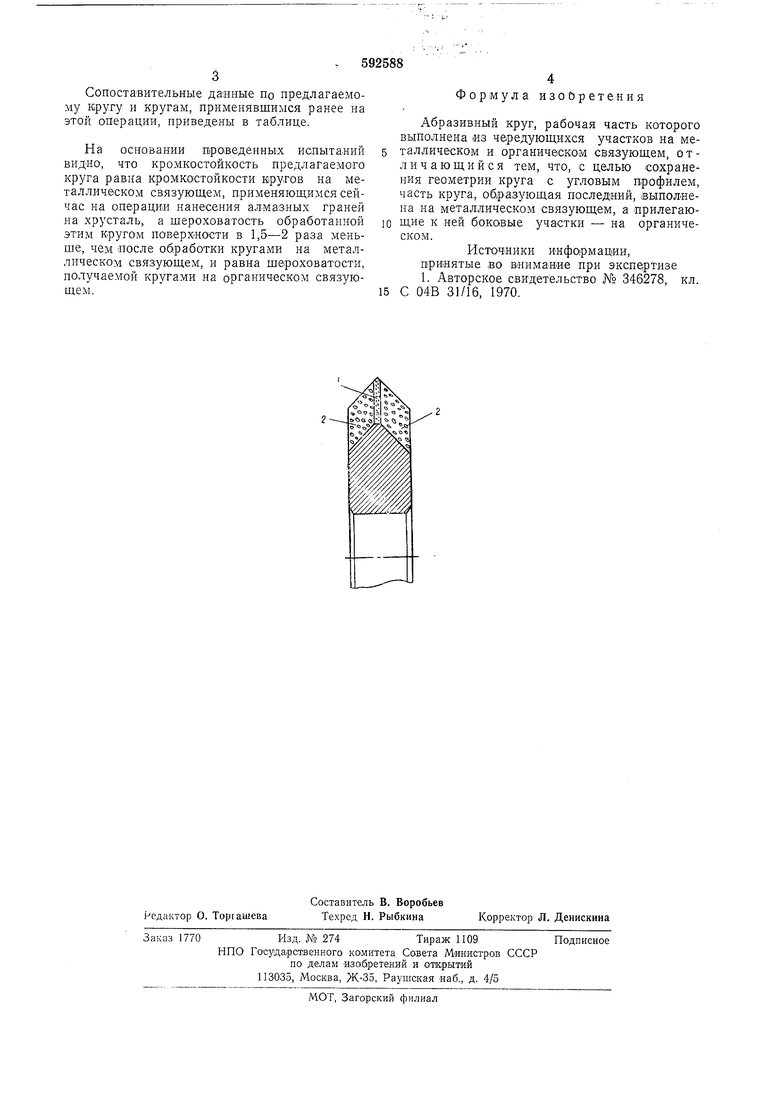
На чертеже показан абразивный круг, обИ1ИЙ вид.
в предлагаемом круге участок 1, образующий острую кромку, выполняется на металлическом связующем, что обеспечивает необходимую кромкостойкость инструмента, в то время как боковые участки 2, к которым предъявляются повышенные требования в
части чистоты обрабатываемой поверхности, выполняются на органическом связующем.
Боковые поверхности круга изготовлены на основе фенольно-формальдегидной смолы,
меди и висмута из алмаза марки АСР зернистостью 63/50, концентрацией . Участок с угловым профилем изготовлен на основе .меди и олова из алмаза марки АСВ зернистостью 63/50, коццентрацией 100%.
Предлагаемый круг испытан во ВНИИАлмазе цри обработке пластин из хрусталя; при следующ;ем режиме; частота вращения круга - 5,0 тыс. об/мин; глубина шлифования - 2 мм; поперечная подача - 200 мм/мин.
Шлифова-ние проводится с охлаждением.
20
25
30
Сопоставительные данные по предлагаемому кругу и кругам, применявшимся ранее на этой операции, приведены в таблице.
На основании проведенных испыта.ний видно, что кромкостойкость предлагаемого круга равна кромкостойкости кругов на металлическом связующел1, применяющимся сейчас на операции нанесения алмазных граней на хрусталь, а шероховатость обработанной этим кругом поверхности в 1,5-2 раза меньше, чем лосле обработки кругами на металлическом связующем, и равна шероховатости, получаемой кругами на органическом связующем.
Формула изоСзретения
Абразивный круг, рабочая часть которого выполнена из чередующихся участков на металлическом и органическом связующем, отличающийся тем, что, с целью сохранения геометрии круга с угловым профилем, часть круга, образующая последний, «выполиена на металлическом связующем, а прилегающие к ней боковые участки - на органическом.
Источники информации, принятые ,во внимание при экспертизе 1. Авторское свидетельство № 346278, кл. С 04В 31/16, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный круг | 1983 |
|
SU1085800A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2103154C1 |
| Масса для изготовления алмазно-абразивного инструмента | 1987 |
|
SU1463460A1 |
| Масса для изготовления алмазного инструмента | 1980 |
|
SU931444A1 |
| Масса для изготовления абразивного инструмента на металлической связке | 1983 |
|
SU1077769A2 |
| Абразивный круг | 1981 |
|
SU1000258A1 |
| Абразивный инструмент для обработки хрупких неметаллических материалов | 1985 |
|
SU1305013A1 |
| Металлическая связка для изготовления абразивного инструмента | 1982 |
|
SU1047670A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| Масса для изготовления абразивных инструментов | 1979 |
|
SU918073A1 |
