Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении внутренних резьб средних и крупных размеров в деталях из высокопластичных материалов . Известен способ изготовления внутренних резьб пластическим деформированием металла вращающимся метчиком с резьбовыми деформирующими элементами l . Недостаток указанного способа заключается в низкой производительности и стойкости инструмента, а также низком качестве резьбы. Низкая произ водительность объясняется тем, что резьбовой профиль накатывается за несколько оборотов детали или накатного инструмента. После накатки метчик необходимо вывинчивать - это также увеличивает машинное время обработки. Сам процесс деформации из-за значительных площадей контакта особенно в конце накатывания, сопровождается большими деформирующими усилиями, что вызывает чрезмерный износ и поломку инструмента, а также нестабильность размеров накатанной резьбы. Известен бесстружечный метчик для накатывания внутренних резьб, содержащий корпус с установленными в его пазах, по крайней мере, двумя резьбовь ми деформирующими элементами |2. Цель изобретения - устранение указанных недостатков, за счет того, что резьбовой профиль деформируют за неполный оборот метчика путем перемещения резьбовых деформирующих элементов в радиальном направлении. Для достижения поставленной цели бесстружечный метчик, позволяющий осуществить указанный способ, снабжен подпружиненной втулкой и опорным кольцом, установленными на корпусе и контактирующими с резьбовыми деформирующими элементами, при этом пазы в корпусе и контактирующие с ними основания резьбовых деформирующих элементов выполнены наклонными к оси корпуса с одинаковым углом наклона. Использование такого способа и устройства для его осуществления позволяет за счет радиального перемещения резьбовых деформирующих элементов производить накатывание резьбы за неполный оборот, а также быстро вывести инструмент из накатанной резьбы в заготовки, что сокращает общее время обработки.
Снижение усилий деформации за счет уменьшения контактной поверхности путем использования резьбовых деформирующих элементов повышает стойкость инструмента и качество накатываемой резьбы.
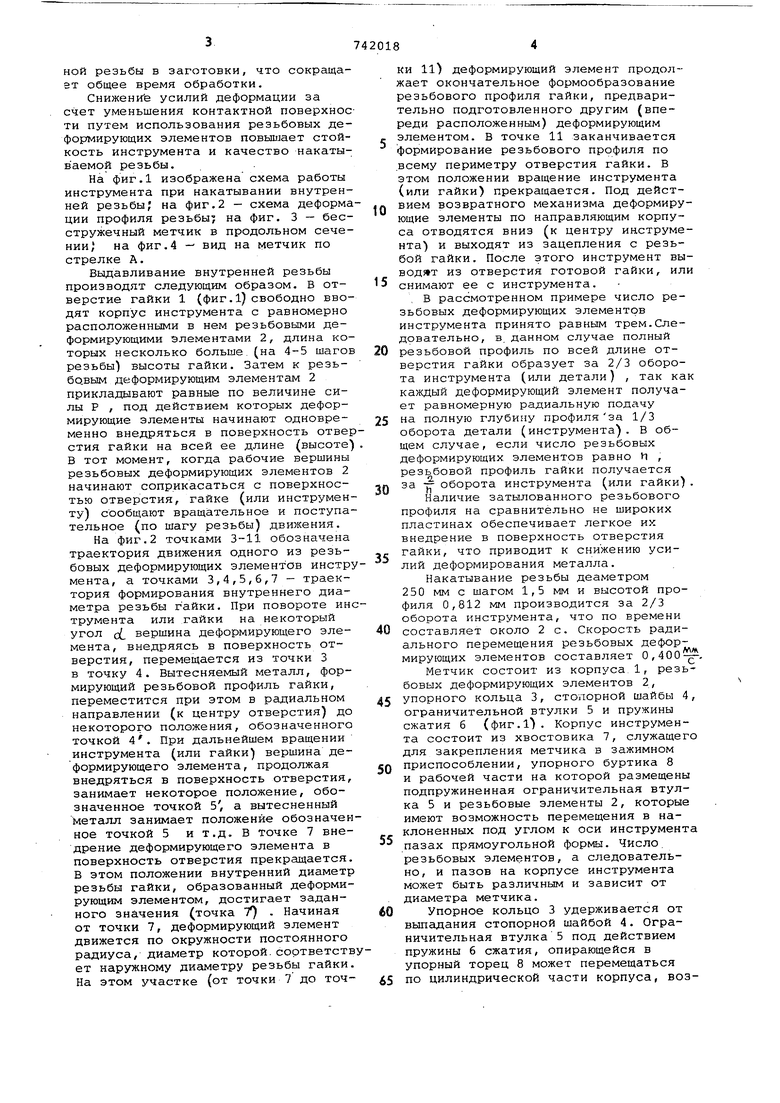
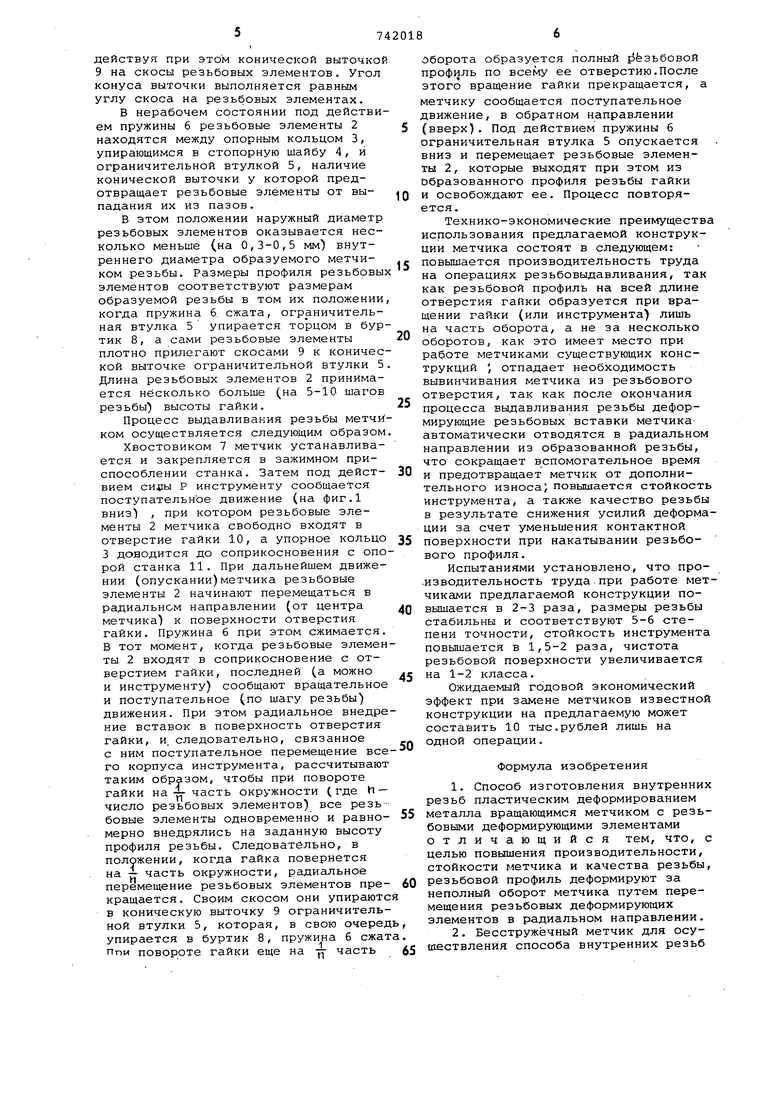
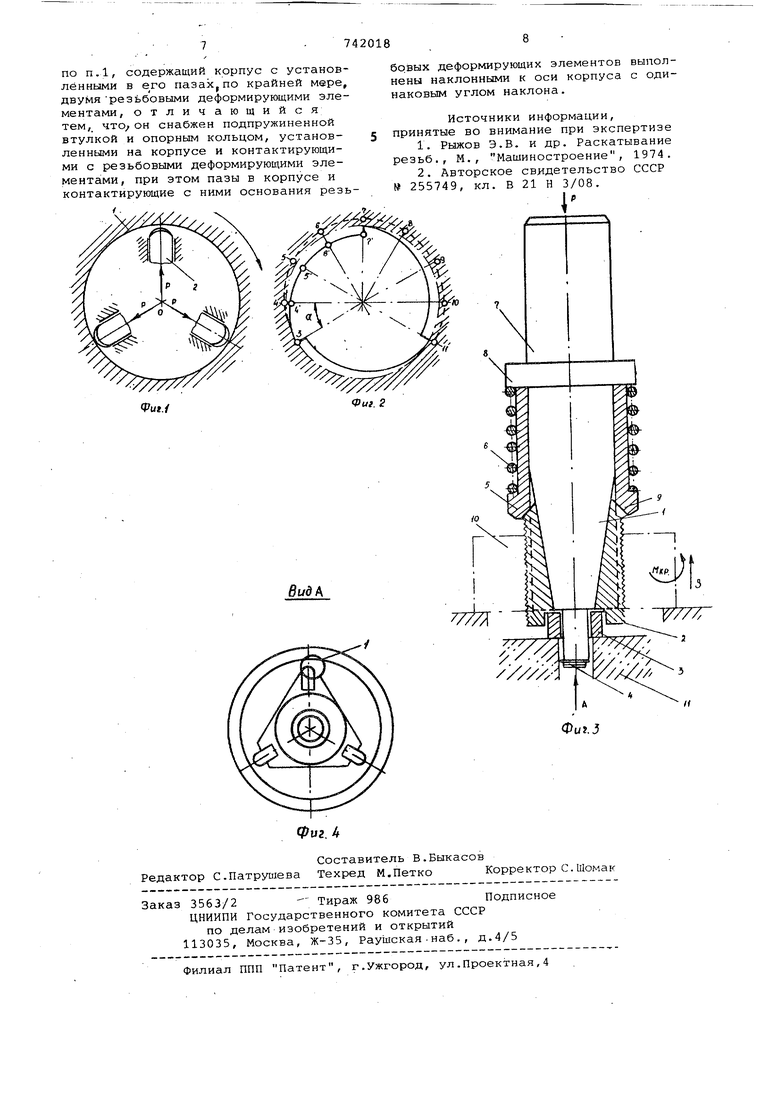
На фиг.1 изображена схема работы инструмента при накатывании внутренней резьбы; на фиг.2 - схема деформации профиля резьбы на фиг. 3 - бесстружечный метчик в продольном сечении; на фиг. 4 - вид на метчик по стрелке А.
Выдавливание внутренней резьбы производят следующим образом. В отверстие гайки 1 (фиг.1) свободно вводят корпус инструмента с равномерно расположенными в нем резьбовыми деформирующими элементами 2, длина которых несколько больше (на 4-5 шагов резьбы) высоты гайки. Затем к резь60.ВЫМ деформирующим элементам 2 прикладывают равные по величине силы Р , под действием которых деформирующие элементы начинают одновременно внедряться в поверхность отверстия гайки на всей ее длине (высоте) В тот момент, когда рабочие вершины резьбовых деформирующих элементов 2 начинают соприкасаться с поверхностью отверстия, гайке (или инструменту) сообщают вращательное и поступательное (по шагу резьбы) движения.
На фиг.2 точками 3-11 обозначена траектория движения одного из резьбовых деформирующих элементов инструмента, а точками 3,4,5,6,7 - траектория формирования внутреннего диаметра резьбы гайки. При повороте инструмента или гайки на некоторый угол с вершина деформирующего элемента, внедряясь в поверхность отверстия, перемещается из точки 3 в точку 4. Вытесняемый металл, формирующий резьбовой профиль гайки, переместится при этом в радиальном направлении (к центру отверстия) до некоторого положения, обозначенного точкой 4. При дальнейшем вращении инструмента (или гайки) вершина деформирующего элемента, продолжая внедряться в поверхность отверстия, занимает некоторое положение, обозначенное точкой 5, а вытесненный металл занимает положение обозначенное точкой 5 и т.д. В точке 7 внедрение деформирующего элемента в поверхность отверстия прекращается. В этом положении внутренний диаметр резьбы гайки, образованный деформирующим элементом, достигает заданного значения (точка 7 . Начиная от точки 7, деформирующий элемент движется по окружности постоянного радиуса, диаметр которой.соответствет наружному диаметру резьбы гайки. На этом участке (от точки 7 до точки 11) деформирующий элемент продолжает окончательное формообразование резьбового профиля гайки, предварительно подготовленного другим (впереди расположенным) деформирующим элементом. В точке 11 заканчивается формирование резьбового профиля по всему периметру отверстия гайки. В этом положении вращение инструмента (или гайки) прекращается. Под действием возвратного механизма деформирующие элементы по направляющим корпуса отводятся вниз (к центру инструмента) и выходят из зацепления с резьбой гайки. После этого инструмент выводят из отверстия готовой гайки, ил снимают ее с инструмента.
В рассмотренном примере число резьбовых деформирующих элементов инструмента принято равным трем.Следрвательно, в, данном случае полный резьбовой профиль по всей длине отверстия гайки образует за 2/3 оборота инструмента (или детали) , так ка каждый деформирующий элемент получает равномерную радиальную подачу на полную глубину профиля за 1/3 оборота детали (инструмента). В общем случае, если число резьбовых деформирующих элементов равно h , резьбовой профиль гайки получается за -pj- оборота инструмента (или гайки)
Наличие затылованного резьбового профиля на сравнительно не широких пластинах обеспечивает легкое их внедрение в поверхность отверстия гайки, что приводит к снижению усилий деформирования металла.
Накатывание резьбы деаметром 250 мм с шагом 1,5 мм и высотой профиля 0,812 мм производится за 2/3 оборота инструмента, что по времени составляет около 2 с. Скорость радиального перемещения резьбовых деформирующих элементов составляет 0,400
Метчик состоит из корпуса.1, резьбовых деформирующих элементов 2, упорного кольца 3, стопорной шайбы 4 ограничительной втулки 5 и пружины сжатия 6 (фиг.1). Корпус инструмента состоит из хвостовика 7, служащег для закрепления метчика в зажимном приспособлении, упорного буртика 8 и рабочей части на которой размещены подпружиненная ограничительная втулка 5 и резьбовые элементы 2, которые имеют возможность перемещения в наклоненных под углом к оси инструмент пазах прямоугольной формы. Число, резьбовых элементов, а следовательно, и пазов на корпусе инструмента может быть различным и зависит от диаметра метчика.
Упорное кольцо 3 удерживается от выпадания стопорной шайбой 4. Ограничительная втулка5 под действием пружины 6 сжатия, опирающейся в упорный торец 8 может перемещаться по цилиндрической части корпуса, воздействуя при этом конической выточкой 9 на скосы резьбовых элементов. Угол конуса выточки выполняется равным углу скоса на резьбовых элементах. В нерабочем состоянии под действи ем пружины 6 резьбовые элементы 2 находятся между опорным кольцом 3, упирающимся в стопорную шайбу 4, и ограничительной втулкой 5, наличие конической выточки у которой предотвращает резьбовые элементы от выпадания их из пазов. В этом положении наружный диаметр резьбовых элементов оказывается несколько меньше (на 0,3-0,5 мм) внутреннего диаметра образуемого метчиком резьбы. Размеры профиля резьбовы элементов соответствуют размерам образуемой резьбы в том их положении когда пружина 6. сжата, ограничительная втулка 5 упирается торцом в бур тик 8, а сами резьбовые элементы плотно прилегают скосами 9 к коничес кой выточке ограничительной втулки 5 Длина резьбовых элементов 2 принимается несколько больше (на 5-10 шагов резьбы) высоты гайки. Процесс выдавливания резьбы метчи ком осуществляется следующим образом Хвостовиком 7 метчик устанавливается и закрепляется в зажимном приспособлении станка. Затем под действием сидаы Р инструменту сообщается поступательное движение (на фиг.1 вниз) , при котором резьбовые элементы 2 метчика свободно входят в отверстие гайки 10, а упорное кольцо 3 доводится до соприкосновения с опо рой станка 11. При дальнейшем движении (опускании)метчика резьбовые элементы 2 начинают перемещаться в радиальном направлении (от центра метчика) к поверхности отверстия гайки. Пружина б при этом сжимается. В тот момент, когда резьбовые элемен ты 2 входят в соприкосновение с отверстием гайки, последней (а можно и инструменту) сообщают вращательное и поступательное (по шагу резьбы) движения. При этом радиальное внедре ние вставок в поверхность отверстия гайки, и. следовательно, связанное с ним поступательное перемещение все го корпуса инструмента, рассчитывают таким образом, чтобы при повороте гайки на-i- часть окружности (где И - число резьбовых элементов) все резьбовые элементы одновременно и равномерно внедрялись на заданную высоту профиля резьбы. Следовательно, в положении, когда гайка повернется на г часть окружности, радиальное перемещение резьбовых элементов прекращается. Своим скосом они упираютс в коническую выточку 9 ограничительной втулки 5, которая, в свою очеред упирается в буртик 8, пружина 6 сжат ппи повороте гайки еще на j часть йборота образуется полный {5ёзьбовой профиль по всему ее отверстию.После этого вращение гайки прекращается, а метчику сообщается поступательное движение, в обратном направлении (вверх). Под действием пружины б ограничительная втулка 5 опускается вниз и перемещает резьбовые элементы 2, которые выходят при этом из Образованного профиля резьбы гайки и освобождают ее. Процесс повторяется. Технико-экономические преимущества использования предлагаемой конструкции метчика состоят в следующем: повышается производительность труда на операциях резьбовыдавливания, так как резьбовой профиль на всей длине отверстия гайки образуется при вращении гайки (или инструмента) лишь на часть оборота, а не за несколько оборотов, как это имеет место при работе метчиками существующих конструкций , отпадает необходимость вывинчивания метчика из резьбового отверстия, так как после окончания процесса выдавливания резьбы деформирующие резьбовых вставки метчика автоматически отводятся в радиальном направлении из образованной резьбы, что сокращает вспомогательное время и предотвращает метчкк от дополнительного износа; повышается стойкость Инструмента, а также качество резьбы в результате снижения усилий деформации за счет уменьшения контактной поверхности при накатывании резьбового профиля. Испытаниями установлено, что про.изводительность труда при работе метчиками предлагаемой конструкции повышается в 2-3 раза, размеры резьбы стабильны и соответствуют 5-6 степени точности, стойкость инструмента повышается в 1,5-2 раза, чистота резьбовой поверхности увеличивается на 1-2 класса. Ожидаемый годовой экономический эффект при замене метчиков известной конструкции на предлагаемую может составить 10 тыс.рублей лишь на одной операции. Формула изобретения 1.Способ изготовления внутренних резьб пластическим деформированием металла вращающимся метчиком с резьбовыми деформирующими элементами отличающийся тем, что, с целью повышения производительности, стойкости метчика и качества резьбы, резьбовой профиль деформируют за неполный оборот метчика путем перемещения резьбовых деформирующих элементов в радиальном направлении. 2.Бесстружёчный метчик для осуществления способа внутренних резьб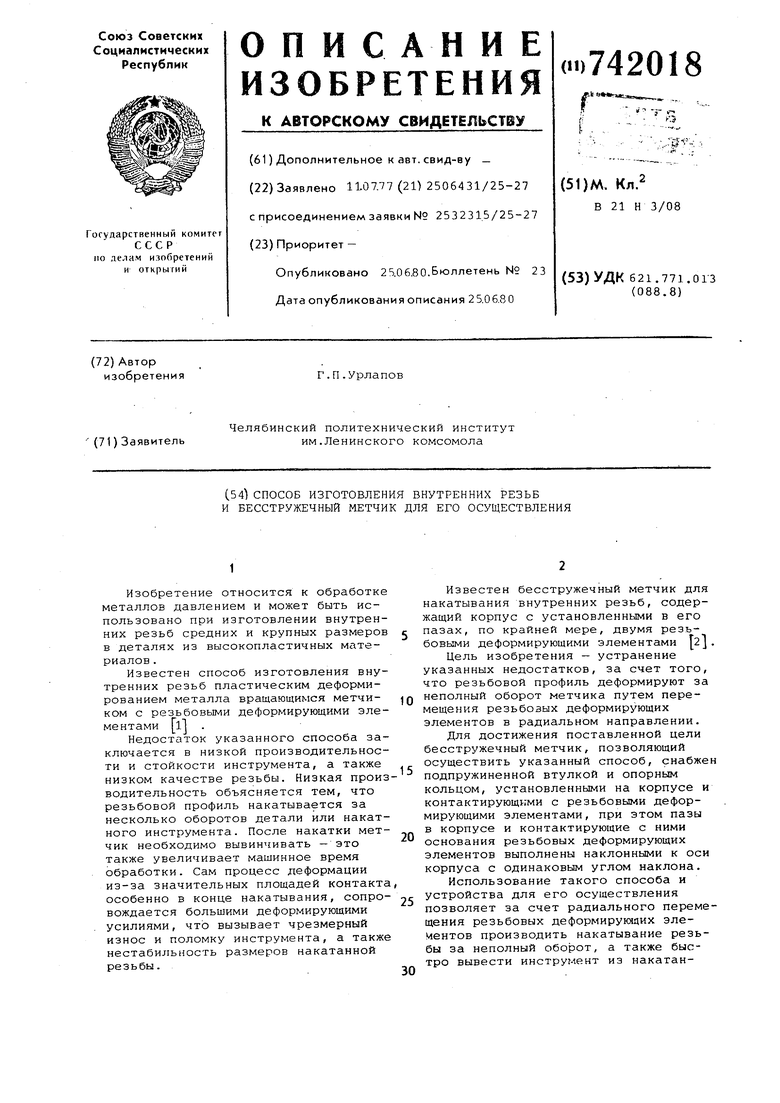
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ И ПРОФИЛЕЙ | 2003 |
|
RU2241579C1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| Бесстружечный метчик | 1979 |
|
SU772663A1 |
| Бесстружечный метчик | 1979 |
|
SU846021A1 |
| Устройство для накатывания внутренних резьб в высокопрочных сталях | 1981 |
|
SU1018767A1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
