Для. этого согласно предлагаемому спо, добу деталь изгибают в пределах деформвр 1ЩЙ, придавая ей в зоне маркирования форму, копирующую рельеф рабочей поверхности электрода-инструмента, а затем наносят маркировку. - ..,
Таким образом,- независимо от наличия допусков на отклонение формы деталей обеопечивается идентичность прилегания деталей по электрюду-инструме.нту и стабиль ... ность качества маркирования. Кроме того, одним электродом-инструментом можно мер- кировать детали различной формы, например полукольца различны с диаметров, что поЕЬ1uiaeT универсальносгь электрода-ийструк4еата. ...
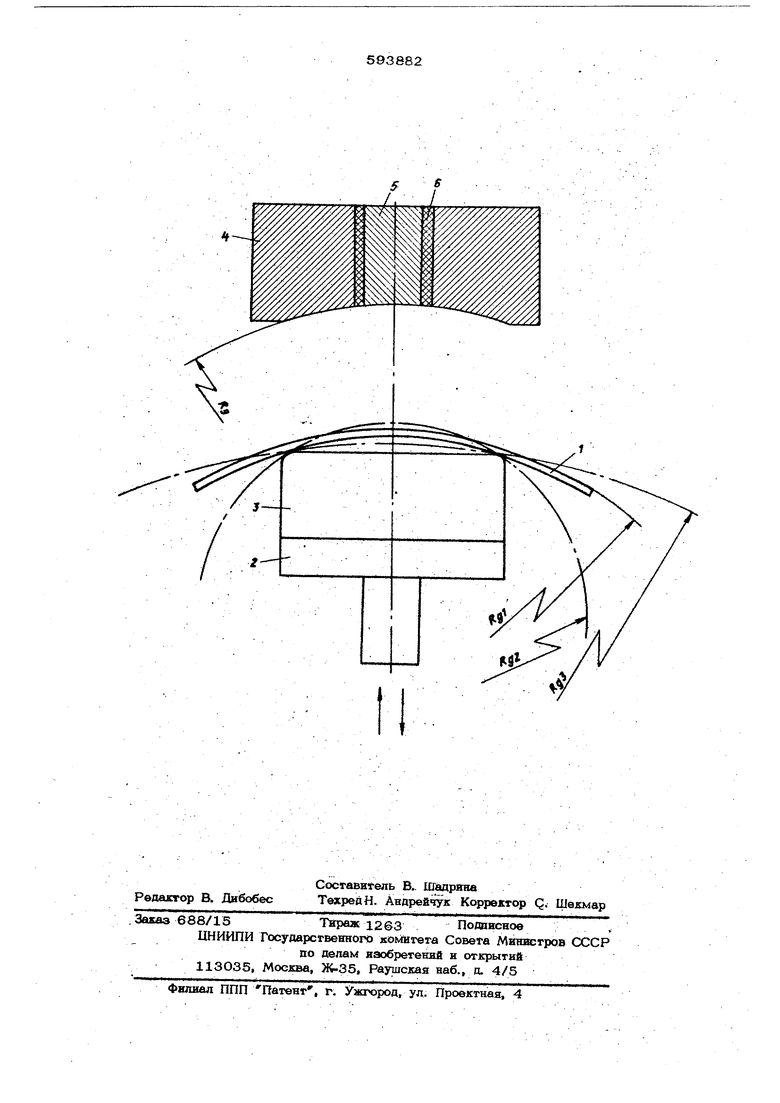
На чертеже изображено устройство для осуществления предлагаемого способа.
При маркировании деталь 1 с радиусом поверхности R6j устанавливают на прижим jO 2 с эластичной резиновой подушкой 3. Под действием, привода (на чертеже не показан) деталь смеете с прижимом поднимается и прижимается х. токопроводящей опоре 4 (ано ду) и электроду-инструменту 5 (катоду), 25 выполненным по одному радиусу Rj и изолированным друг от друга диэлектрической прокладкой 6. Под действием прижимающего усилия и резиновой подушки деталь приобретает форму, копирующую рюльеф рабочей30 поверхности электрода-инструмента, предварительно смоченного электрюлитом вместе с опорой. Через деталь замыкается элекТрв ческая цепь анод-катод. Под действием тока происходит анодное растворение металла Зэ детали на участках, непосредственно находящихся против маркировочных знаков. После Занесения маркировки прижим опускают в исходное положение, а деталь под действием сил упругих деформаций приобретает перво- 40 начальную форму.
Операции .поднятия прижима, включения тока в «жускания прижима могут быть сблокированы и выполняться в автоматическом цикле.
Этим способом можно маркировать детали с меньшим КЗх и большим Rg радиусами поверхности.
В случае, если предел упругих деформаций позволяет полностью разгибать деталь, рабочая поверхность электрода-инструмента может быть выполнена плоской, что знач тельно упрощает его конструкцию.
Предлагаемый способ электрохимического маркирования обеспечивает по сравнению с известными способами получение стабильного .качества мар.кирования .не зависимо от технологических допусков на изготовление деталей, универсальность электрода-инстру.мента для маркирования деталей различной формь1| упрющение конструкции электрода-инструмента и снижение затрат на его изготовление.
Формула нзобрете.ния
Способ электрохимического мар.кирования изогнутых листовых деталей наложением электрода-инструмента с маркировочными знаками на рабочей поверхности, о т л и- . чающийся тем, что, с целью повышения качества маркирования, деталь изгвбакуг в пределах упругих деформаций, придавая ей в зоне, маркирования форму, ксширующую рельеф рабочей поверхности электрода-инструмента.
Источники информации, принятые во внимание при экспертизе:
1. Ю. П. Черепанов,Электрохимическая обработка в машиностроении, М., 1972, с. 86-88.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического маркирования тонколистовых деталей | 1977 |
|
SU645806A1 |
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| Способ электрохимического маркирования | 1975 |
|
SU608633A1 |
| Устройство для электрохимического маркирования | 1972 |
|
SU476123A1 |
| Электрод-инструмент | 1974 |
|
SU695796A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2025273C1 |
| Способ электрохимического маркирования | 1977 |
|
SU637225A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ | 2002 |
|
RU2225779C2 |
| Устройство для электрохимического маркирования | 1979 |
|
SU854660A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |