1
Изобретение относится к эпектрофизическим и электрохимическим методам обработки, в частности к устройствам для электрохимического маркирования.
Известно устройство для электрохимического маркирования деталей, в котором клеймо и пластины-аноды закреплены на общем основании, и клеймо установлено между пластинами-анодами, подводящими ток к детали, расположенной на них fl J.
Недостатком данного устройства является сложность обеспечения быстрой замены клейм, вследствие чего производительность маркирования недостаточно высокая.
Цель изобретения - повьпиение производительности обработки.
Поставленная цель достигается тем, что в устройстве основание снабжено базирующими пальцами, на которые посажены пластины-аноды и клеймо, поджатые к основанию введенным в устройство упругим токоподводящим элементом, 1фв этом в пальцах выполнены отверстия.
связанные с системой циркуляции электролита.
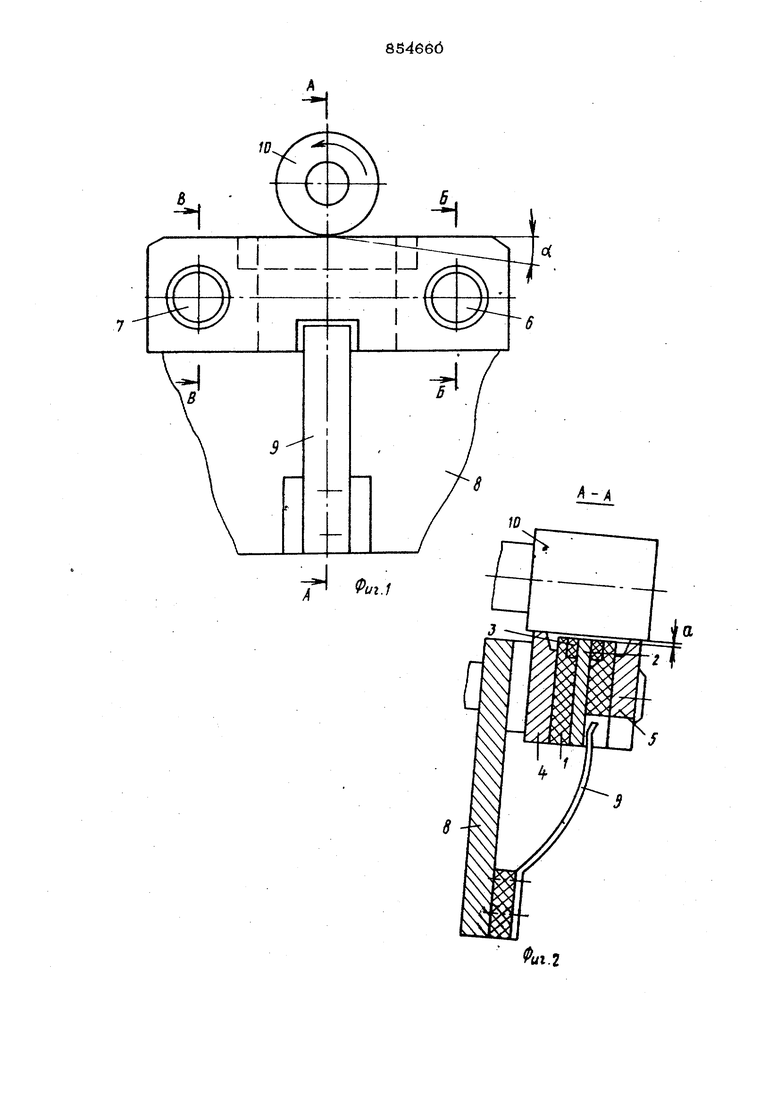
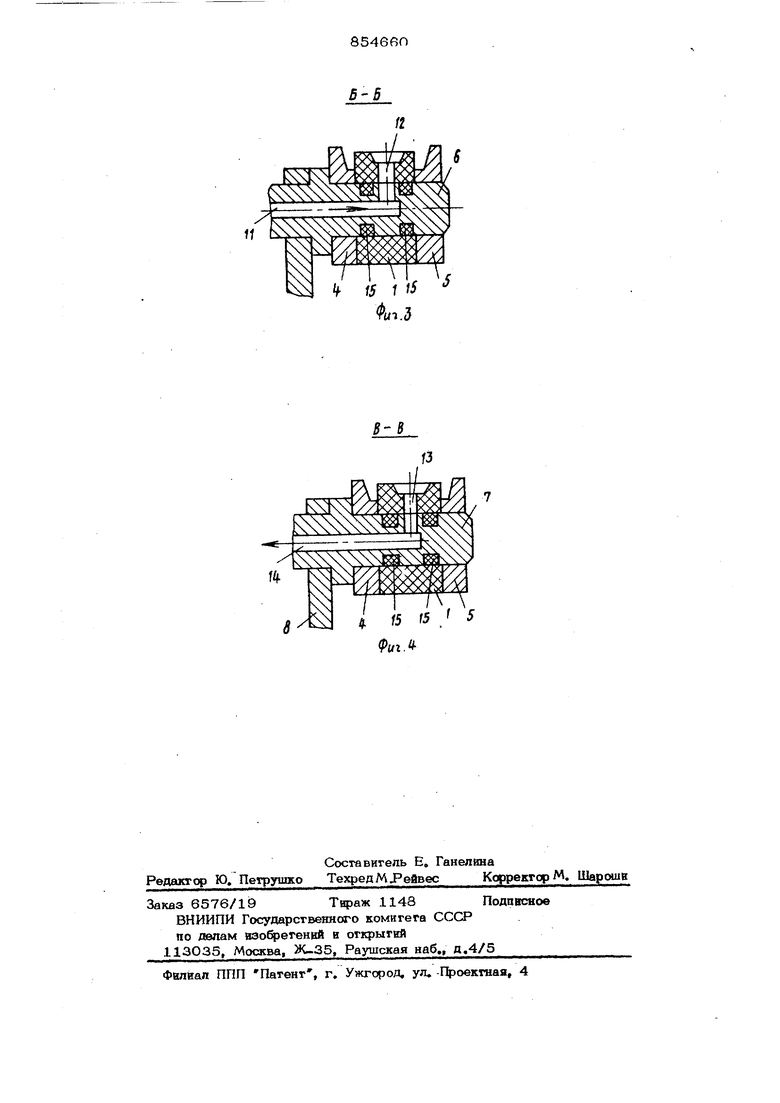
На фиг. 1 схематически изображено устройство для электрохимического маркирования Ц(шиндрическюс поверхностей изделий прокаткой по клеймууна фиг. 2 разрез А-А на фиг. Ijna фиг. 3 - разрез Б-Б на фиг. 1}Аа фиг. 4 - расфез EJ-B на фиг. 1.
Устройство содержит маркировочный
10 блок, состоящий из диэлектрического корпуса 1, металлического клейма 2, экранировки 3 клейма, пластин-анодов 4 и 5, которые жестко соединены между собой. Посредством двух параллельных отверстий
IS проходящих сквозь маркировочный блок последний устанавливается на два базирующие пальца 6 н 7, которыми снабжено основание 8, Прижим маркировочного блока и тсжоподвод к металлическому
20 клейму 2 осуществляется посредством упругого првжвма 9. Прв прокатке цилиндрического иэпепея Ю на поверхности маркировочного блока в зону маркироваяия подаегся аЛб/СГролйг через канал 11 в базирующем пальце б.н огверсгие 12 в ксрпусе 1. Отвод отработанного электролита происходит отверстие 13 в корпусе 1 и канал 14 в базирующем папьце 7. Уплотнительные кольца 15 препятствуют вытеканию элекгролита. Активное поступление электролита в чзону маркирования осуществляется за счет угла cL-5 - 12 наклона маркировочного блока, а также прокатки самого изде-лия по наклонной плоскости сверху вниз, Посадка маркировочного блока на базирующие пальцы 6 и 7 ходовая, так что при замене м«|г«ироБочного блока достагочио оттянуть упругий прижим 9, сБобо;дно сня один маркировочный блок и поставить на его место другой (с иной информацией на клейме). Межэлектродный зазор С О,О20,10 мм обеспечивается за счет разности ВЫСОТ поверхностей пластин анодов 4 и 5 и поверхности диэлектрического корпуса 1 с вмонтированным клеймом 2. При необходимости маркирования изделий с короткой цилншфической поверхностью марк фовочиый блок выполняется с одной пластиной-анодом 4, тогда межэлек тродный зазор обеспечивается за счет уто пания знаков металлического клейма на величину 0,О2-0,1 мм от поверхности ди шектрнческого корпуса 1 и экрап фовки 3. Все детали соприкасающиеся с электро литом выполняются из коррозионно стойких материалов или имеют специальные покрытия. Работает мapк фoвoчный блок следующим образом. Через канал 11 в пальце 6 постоянно и равномерно подается электролит, (ОД0,4 л/ч), который выходит через отверстие 12 в корпусе 1 и стекает по наклон ной плоскости (угол наклона ), Положительный полюс источника тока подводится к изделию Ю через пластины-ано ды 4, а отрицательный - к клейму 2 через гфижим Э. Изделие 10 прокатьтается с постоянной скфостью без скольжения п наклонной плоскости вниз, увлекая за собой электролит. В межэлектродиом зазоре U О,О5-О,1 мм в присутствии электролита тфоисходит электрохимическое маркирование изделия 10 с расположением по периметру цилиндрической поверхносги. От работанный электролит удаляется через ка налы 13 и 14. Излишки электролита сте ают по канавкам в пластинах 4 и 5. Режимы электрохимического маркирсвавя. Скорость прокатки изделий по маркировочному блоку, ,м/мин12ОО-180О Напряжение постоянного тока, В6-12 Меж электродный зазор, ммО,О2-О,1 Электролит - водный раствор Na NO, г/л15О Расхоа электролита, л/чОД-0,4 Устройство для бестрафаретного электохимического маркирования цилиндричесих поверхностей прокаткой изделий по лоскому клейму в автоматическом цикле аркирования позволяет при частых изменениях содержания маркировки (информации), например при маркировании прецизионных пар pa36nBaeiv{bix на Несколько групп гидроплотности, производить быструю замену клейм, а следовательно, значительно повысить производительность маркирования и расш(фигь технологические возможности автоматов При этом на за - мену компактного маркировочного блока затрачивается 15-20 с. Применение какого-либо вспомогательного инструмента и подналадкн для замены маркировочных блоJKOB не требуется. Формула изобретения Устройство для элек1рохимкческаго марк1фования деталей, расположенных на токоподводяших пластинах-анодах, между которыми закреплено клеймо, с креплением клейма и пластин-анодов на общем основании, отличающееся тем, что, с целью повышения производительности, основание снабжено базирующими пальцами, на которые посажены пластиныаноды и клеймо, поджатые к основанию введенным в устройство токоподводяшкм элементом, при этом в пальцах выполнены отверстия, связанные с сист-емой циркуляции электролита. Источиикв информации, принятые во внимание при экспертизе 1, Автфское свидетельство СССР № 464428, ки. В 23 Р 1/04, 1972.
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического маркирования цилиндрических деталей | 1983 |
|
SU1096067A1 |
| Устройство для электрохимического маркирования | 1976 |
|
SU743824A1 |
| Автомат для электрохимического маркирования | 1978 |
|
SU891296A1 |
| Электролит для электрохимического маркирования титана и титановых сплавов | 1987 |
|
SU1581404A1 |
| Электролит для электрохимического маркирования | 1984 |
|
SU1197801A1 |
| Устройство для маркирования | 1979 |
|
SU820971A1 |
| Электролит для электрохимического маркирования | 1983 |
|
SU1136385A1 |
| Электролит для электрохимического маркирования нержавеющих сталей | 1984 |
|
SU1234081A1 |
| Способ электрохимической размернойОбРАбОТКи | 1979 |
|
SU852482A1 |
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |