1
Изобретение относится к станкостроению и может быть использовано при обработке тяжелых петалей, например коленча1тых валов, на токарных станках.
Известны устройства подобного назначе ния, снабженные кронштейнами, несущими роликовые опоры, и механизмами вертикальЧОГХ) перемещения кронштейнов l.
Известные устройства не позволяют р- ти детали непосредственно в зоне поддержки без ее переустановки.
Цель изобретения - обеспечить обработку цилиндрических поверхностей, например, шеек коленчатых валов, непосредственно в зоне поддержки без переустановки изделия.
Для этого предлагаемый люнет снабжен, по меньшей мере, тремя кронштейнами и . двумя механизмами вертикального -переме- шения, действующими попеременно, причем один механизм предназначен для синхронноцо перемещения двух крайних кронштейнов, другой - для перемещения среднего кронштейна.
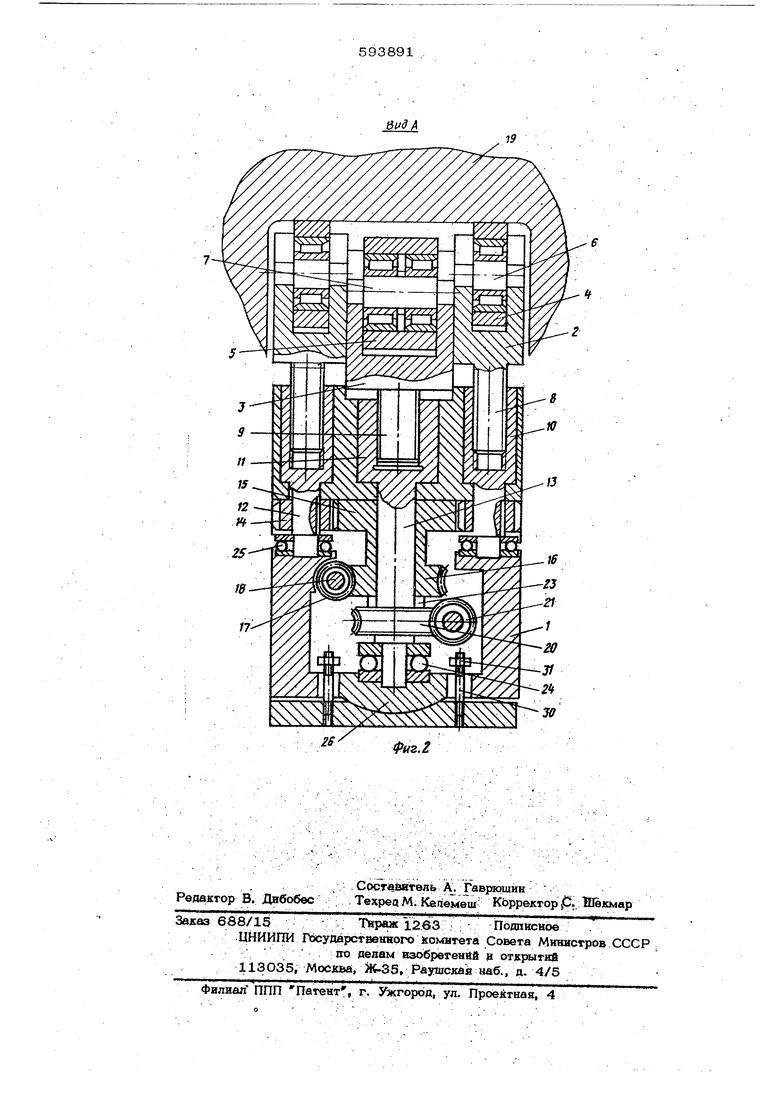
На фиг. 1 изображен описываемый люнет, общий вид; на фиг. 2 - вид по стре- хке А на фиг. 1 с разрезом.
В корпусе 1 люнета расположены три опорных кронштейна, два крайнггх 2 и один средний 3. Каждый из опорных кронштейнов снабжен парой опорных роЛикОв 4 и 5, свободно установленных на осях 6 и 7 посредством подшипников -качения. Два ктэайних кронштейна 2 выполнены за одно целое с резьбовыми хвостовиками S, а средний - с резьбовым хвостовиком 9, которые соответственно находятся ,в резьбовом соединении fco стаканами 1Q «L. 1J Крайние стака- ны 10 выполнены за одно целое с цилиндрическими хвостовиками 12, а средний стакан 11 - с цилиндрическим хвостовиком 13. На цилиндрических хвостовиках 12 стаканов 10 жестко закреплены шестерни 14, находящиеся в зацеплении с шестерней 15, центрально и свободно расположенной на цилиндрическом хвостовике 13 стакана 11. Шестерня 15 выполнена за одно целое с червячным колесом 16, находящимся в зацеплении с червяком- 17, установленным на валу 18,
который осуществляет синхронный подвод крайних кронштейнов 2с роликами 4 к обрабатываемой цилиндрической поверхности шейки вала 19.
В нижней части хвостовика 13 жестко закреплено червячное колесо 2 О, находящееся в задеплении с червяком 21, установленным на валу 22. G помошью червяка 21 подводят пары роликов 5 средяегр кронштейна шейке вала 19, Втулка 23 цредотврашает червячное колесо от осевого пере м ещения. Нижняя част ь хьос тсвика 13 расположена -в опорной пяте 24, а два .крайних .хвостовика 12 - в опорных пятах 25.
Корпус 1 люнета в нижт1ей части имеет опорную сферическую пяту26, которая прз воляет ; люнету самрустанавливаться.как вдоль оси шейки обрабатываемое вала, а также в плоскости, перпендикулярной этой оси. Откидньш болты 27с гайками 2 8 служат для фиксации корпуса 1 в плите 29 в плоскости, перпендикулярной продольной оей а шпильки 30 с гайками 31 - в направлении оси.
Все кронштейны, 2, 3 спускают В нижнее крайнее положение, поворотом червяков 17 и 21.-Корпус люнета фиксируют откидными болтами 27 с гайками 28 и шпильками 30 с гайками 31 в пЯите 29.
После этогр люнетыподводят, например, под все рамовые шейки коленчатого вала. Отпускают гайки 28 на .рт1сидных болтах 27 и гайки 31 на шпильках 30. Вращением червяка 17 крайние кронштейны 2 с роликами 4 подводят под рамовые шейки коленчатого вала, установленногр впатронё и заднем центре токарного станка, и вращением того же червяка 17 через вал 18 устанавливают обраё.атываемый вал в такое положение, чтобы его геометрическая ось заняла горизонтальное положение. Затем пРочеррдно, начиная с крайней шейки, подводят резец, закрепленный в суппорте токарного станка, и начинают обработку средней части рамовой шейки, Которая не срприкасается с ро- ликами; После проточки таким образом всех
рамовых шеек с припуском на суперфиниш- ную операцию, вращением червяка 21 с помощью ,вала 22 подводят средний кронштейн 3 с роликами 5 до соприкосновения с цилиндрической поверхностью обрабатывае-мРй шейки. После этого вращением червяка 17 опускают два крайних кронштейна 2 на необходимую величину. Затем делают контрольную проверку установки вала. После чего аналогично обработке средней части. шейки .обрабатыва5рт левую и правую часть .шейки вала/ которые находились Под крайними роликам-й кронштейнов 2.
Предложенный люнет позволяет обрабатывать вал с одного постанрва, чтр значительно повышает производительность и.то ность обработки рамрвьхх шеек. Кроме того, улучшаются его эксплуатационные качества, в 4acTHoqTH предоставляется возможнРсть замены опорньгх роликов непосредственно под шейкой крленчатоговала в пррцессе его обработки без вывода люнета нзгпод шейки и без переустановки вала.. . .
Формула изобретения
Дюнет, содержащий кронщтейн, несущий Пару роликовых опор, и механизм его вертикального перемещения, о т л и ч и и с я тем, что, с целью обеспечения обработки цилиндрических поверхностей шеек коленчатьгх валов непосредственно в зоне поддержки без переустановки изделия, в люнет дополнительнР введены, по меньшей мерю, два кронштейна и один механизм вер- тикальното .перемещения, причем один механизм предназначен для синхронного перемещения двух крайних кронштейнов, другой для перемещения среднего кронштейн.а.
Источники информации, принятые во внимание при экспертизе:
1. Беляев Г. С и др. Технология обработки валрв, Машгиз, 1961, с. 210, фир, 21.
19
фцг.1
30
Фиг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1993 |
|
RU2093312C1 |
| Люнет | 1976 |
|
SU738823A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Устройство для шлифования шеек коленчатых валов | 1972 |
|
SU567589A1 |
| Устройство для шлифования коленчатых валов | 1990 |
|
SU1802785A3 |
| Устройство для обработки шеек коленчатого вала | 1977 |
|
SU738844A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Люнет для обработки мотылевых шеек коленчатого вала | 1973 |
|
SU487745A1 |
| Патрон для укрепления обрабатываемых на токарном станке коленчатых валов | 1928 |
|
SU9824A1 |