Предлагаемый патрон предназначен для сокращения потери времени на центрирование коленчатых валов на токарных станках, а сле.довательно и стоимости их обработки, путем создания возможности производства всех операций по обработке вала без перестановки последнего.
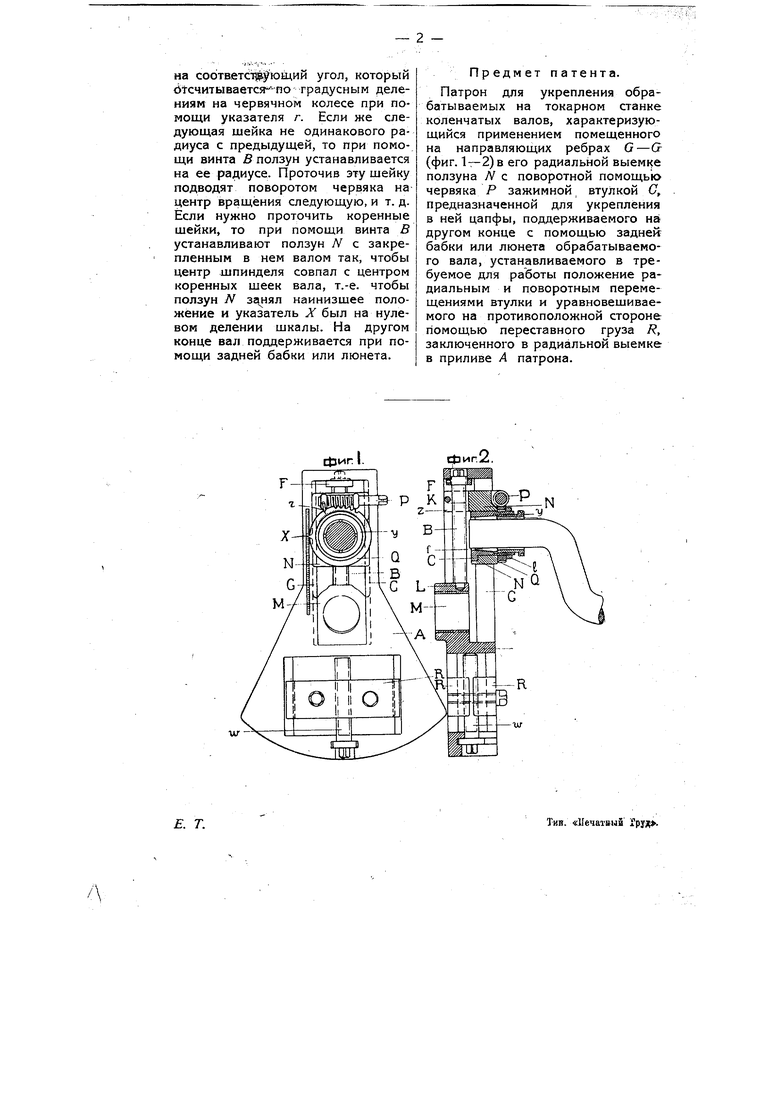
На чертеже фиг. 1 изображает вид на предлагаемый патрон спереди; фиг. 2 -его вертикальный разрез.
Тело патрона навинчивается ступицей М на шпиндель токарного станка. Ползун N патрона, помещенный в его радиальной выемке, перемещается на направляющих ребрах С при помощи винта S, упирающегося своим хвостом L в соответствующее углубление в ступице М, а кольцом F-в потолок патрона и имеющим только вращательное движение, сообщаемое ему от руки при помощи ключа или рукоятки. Втулка С, заточенная снаружи по цилиндру и вставленная в ползун Л , с одной стороны упирается в него заплечиком, а -с другой прижимается цилиндрической гайкой /. На втулку С насажено при помощи шпонки червячное колесо Q, которое вращается со втулкой С от червяка Р, приводимого во вращение от руки. Обрабатываемый коленчатый вал укрепляют во втулке С при помощи конических зажимов / и гайки v, и ползун N вращением винта В устанавливается на расстоянии от центра шпинделя, равном радиусу колена, которое необходимо проточить. Расстояние от центра шпинделя до центра закрепленной в ползуне части вала отсчитывается по шкале, расположенной на грани патрона, при помощи указателя X. Установив таким образом ползун с закрепленным в нем валом, затягивают винт Z, стягивающий гайку К ползуна Л, и поворачивая червяком Р червячное -колесо Q центрируют подлежащее обточке колено. Обрабатываемый вал уравновешивается на противоположной стороне помощью переставного груза R, заключенного в радиальной выемке в приливе А патрона.
Для того, чтобы проточить следующую шейку вала одинакового радиуса с предыдущей, вал при помощи червяка Р поворачивается
на соответствующий угол, который Отсчитывается -по градусным делениям на червячном колесе при помощи указателя г. Если же следующая шейка не одинакового радиуса с предыдущей, то при помощи винта В ползун устанавливается на ее радиусе. Проточив эту шейку подводят поворотом червяка на центр вращения следующую, и т. д. Если нужно проточить коренные шейки, то при помош,и винта В устанавливают ползун N с закрепленным в нем валом так, чтобы центр шпинделя совпал с центром коренных шеек вала, т.-е. чтобы ползун N заснял наинизшее положение и указатель }( был на нулевом делении шкалы. На другом конце вал поддерживается при помощи задней бабки или люнета.
Предмет патента.
Патрон для укрепления обрабатываемых на токарном станке коленчатых валов, характеризующийся применением помещенного на направляющих ребрах G -Сг (фиг. IT-2) в его радиальной выемне ползуна N с поворотной помощью червяка Р зажимной втулкой С, предназначенной для укрепления в ней цапфы, поддерживаемого на другом конце с помощью задней бабки или люнета обрабатываемого вала, устанавливаемого в требуемое для работы положение радиальным и поворотным перемещениями втулки и уравновешиваемого на противоположной стороне помощью переставного груза R, заключенного в радиальной выемке в приливе А патрона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Люнет | 1928 |
|
SU9825A1 |
| Приспособление к токарному станку для фрезерования рифлей на мукомольных вальцах | 1924 |
|
SU22429A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Станок для обточки калиброванных прокатных валков пилигримных станов | 1931 |
|
SU47642A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1923 |
|
SU7809A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |

