в предлагаемой державке для кругдых фасонных резцов с использованием радиальных рифлей на ее стержне и на торцевой поверхности резца для возможности уменьшения угла поворота резца при его перестановке при заточке стержень и резец имеют разное число рифлей, а между их рифлеными поверхностями помещена промежуточная шайба с соответственно неравным числом рифлей на одном и другом торце.
На чертеже фиг. 1 изображает вид державки сверху для круглых фасонных резцов, фиг. 2 - сечение резца.
Предлагаемая конструкция державки для круглых фасонных резцов дает возможность уменьшить толщину снимаемого при заточке резца металла за счет применения промежуточной шайбы 3, имеющей на своих торцах рифли, число которых соответственно равно числу рифлей на торце 2 резца 1 и на торце 5 стержня 6. Число Ло рифлей на торце 2 не равно числу п рифлей на торце 5,
Таким образом, центральный угол, соответствующий одному рифлю на торце 2, равен
2тс
И ДЛЯ торца 5:
а,.
Разность углов
а,-а, 27:Г- L . 2 .
-V «2«5 /«i По
Толщина Д5 снимаемого при заточке резца слоя будет при данной конструкции (размера) резца пропорциональна углу (фиг. 2):
Д5 Дя . / резца
Следовательно для уменьшения толщины снимаемого слоя необхолчимо делать Аа наименьшим. Это может быть достигнуто увеличением числа рифлей на торцах 2 и 5 и уменьшением их разности - л. Очевидно Ал не может быть меньше единицы.
При необходимости сделать переточку резца 1 следует отпустить
гайку крепежного болта 4 настолько, чтобы было возможно вывести шайбу 3 из сцепления или с рифлями торца 2 резца 1 или с рифлями торца 5 стержня 6.
После этого переставляют резец 1 на одно деление рифлей торца 2 относительно неподвижной шайбы. За тем переставляют резец 1 вместе с шайбой 3 в противоположную сторону на одно деление рифлей торца 5 стержня 6,
Затягивают гайку болта 4 и производят переточку резца.
Предлагаемая державка .может быть использована при работе на
токарных, револьверных станках, а также на автоматах.
Предмет изобретения.
Державка для круглых фасонных резцов с использованием радиальных рифлей на ее стержне и на торцевой поверхности резца, отличающаяс я тем, что число рифлей на стержне 6 и на резце 1 разное и между их рифлеными поверхностями помещена промежуточная щайба 3 с соответственно неравным числом рифлей на одном и другом торце для возможности уменьшения угла поворота резца при его перестановке, при заточке.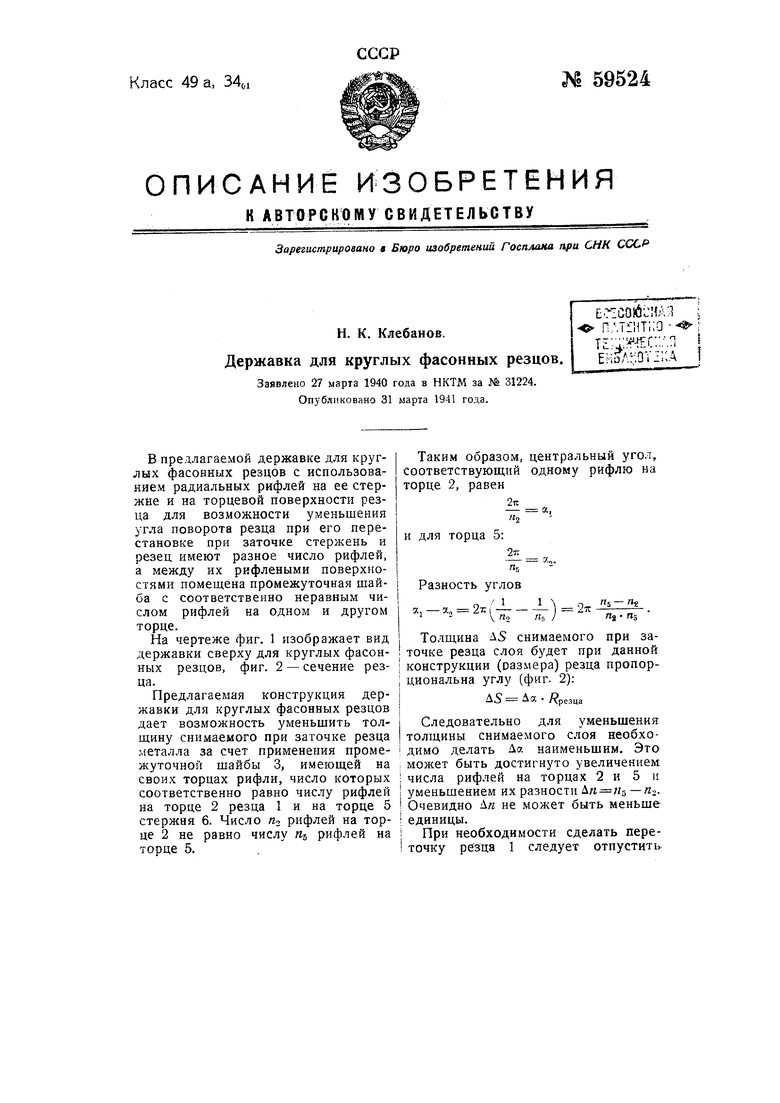
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления токарного резца с радиусной задней поверхностью | 1990 |
|
SU1779526A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| РЕЗЕЦ | 2007 |
|
RU2380198C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1986 |
|
SU1342600A1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1743699A1 |
| Круглый фасонный резец к токарным станкам | 2016 |
|
RU2630143C1 |
| Устройство для заточки резцов | 1939 |
|
SU58929A2 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
фип1
фиг. 2
