Изобретение относится к машиностроению, в частности устройства круглых фасонных резцов к токарным станкам с точной регулировкой.
Известно техническое решение крепления круглых фасонных резцов в державках к токарным станкам, включающее зубчатый венец, изготовленный на торце корпуса и на торцовой поверхности резца [Шепсенвол А.И. Вспомогательный инструмент в приборостроении. - Л.: Машгиз, 1962, стр. 58].
Недостатком известного технического решения является сложность конструкции установки.
Наиболее близким аналогом технического решения является державка для крепления круглых фасонных резцов с точной регулировкой к токарным станкам [ГОСТ 13059-67 «Державки для дисковых резцов с точной регулировкой к токарным станкам. Конструкция и размеры», стр. 1], содержащая корпус, механизм точной регулировки и механизм грубой регулировки положения вершины резца по высоте центра обрабатываемой детали, изготовленный на торце регулировочного сектора и на торцовой поверхности резца или установочной зубчатой шайбы, штифтом соединенной с резцом. Использование зубчатого венца в механизме фиксаций позволяет производить грубую регулировку положения вершины резца по высоте центра обрабатываемой детали. Тонкая регулировка круглых фасонных резцов осуществляется с помощью сектора и винта, эксцентриковой втулки или другими способами.
Недостатком данного способа является необходимость изготовления достаточно сложного зубчатого венца на резце или шайбе и секторе, следовательно, увеличение стоимости резца и державки.
Техническим результатом является упрощение и удешевление конструкции круглых фасонных резцов к токарным станкам.
Технический результат достигается тем, что круглый фасонный резец к токарным станкам, закрепленный в державке, включающей корпус, механизм грубой регулировки и механизм точной регулировки положения вершины резца по высоте центра обрабатываемой детали, имеющий регулировочный сектор, согласно изобретению снабженный винтом для фиксации в заданном положении круглого фасонного резца, на торце которого выполнен кольцевой выступ с по меньшей мере одним треугольным пазом, в котором расположен ролик, а в регулировочном секторе выполнена цилиндрическая проточка, сопряженная с упомянутым кольцевым выступом, при этом ролик установлен враспор между поверхностью паза на выступе круглого фасонного резца и цилиндрической проточкой на регулировочном секторе.
Новизна заявляемого предложения заключается в том, что не требуется изготовление сложного зубчатого венца на резце или шайбе и секторе, следовательно, уменьшается стоимость резца и державки.
Сущность изобретения поясняется чертежами, на которых изображено:
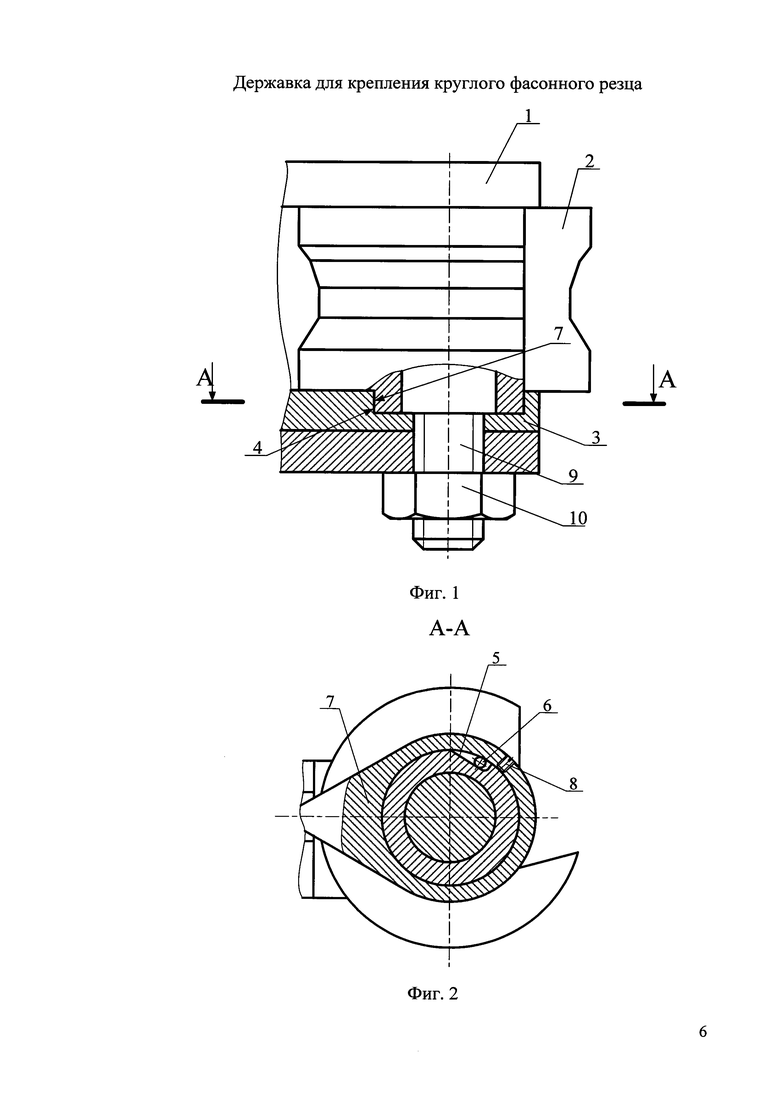
на фиг. 1 - круглый фасонный резец к токарным станкам с одним роликом;
на фиг. 2 - разрез А-А круглого фасонного резца к токарным станкам с одним роликом;
на фиг. 3 - паз с роликом в соединении «резец - регулировочный сектор»;
на фиг. 4 - круглый фасонный резец к токарным станкам с зажимом тремя роликами.
Круглый фасонный резец к токарным станкам содержит корпус 1, механизм грубой регулировки и механизм точной регулировки положения вершины резца 2 по высоте центра обрабатываемой детали, имеющий регулировочный сектор 3. Торец резца 2 имеет кольцевой выступ 4 с треугольным пазом 5, в котором расположен ролик 6. Регулировочный сектор 3 имеет установочный винт 8 для фиксации в заданном положении и цилиндрическую проточку 7, сопряженную с кольцевым выступом 4 резца 2, при этом ролик 6 установлен враспор между поверхностью паза 5 на выступе 4 резца 2 и цилиндрической проточкой 7 на регулировочном секторе 3. Для установки резца 2 корпус 1 содержит опорный болт 9 и зажимную гайку 10.
Круглый фасонный резец к токарным станкам изготавливается следующим образом. Паз 5 в кольцевом выступе 4 фрезеруется таким образом, что резец 2 свободно вращается против часовой стрелки, а ролик 6 находится в точке А (фиг. 3). При повороте резца 2 по часовой стрелке ролик 6 выдвигается в точку В и осуществляется зажим по профилю паза. После предварительной (грубой) регулировки описанным способом производится затяжка установочного винта 8 для предотвращения случайного поворота резца 2.
С началом процесса резания крутящий момент на резце возрастает и сила зажима автоматически увеличивается.
При необходимости лучшего центрирования или при большой силе резания для уменьшения контактных напряжений в месте соприкосновения ролика 6 с резцом 2 и регулировочным сектором 3 возможна схема зажима, показанная на фиг. 4 с большим числом роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец резьбовой | 1990 |
|
SU1757774A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2643008C1 |
| Расточной резец | 2018 |
|
RU2692537C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| РЕГУЛИРУЕМАЯ ДЕРЖАВКА | 2009 |
|
RU2412022C1 |
| СБОРНЫЙ ДИСКОВЫЙ ФАСОННЫЙ РЕЗЕЦ | 2012 |
|
RU2521177C2 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1971 |
|
SU427792A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для растачивания отверстий | 1986 |
|
SU1426702A1 |

Круглый фасонный резец к токарным станкам закреплен в державке, включающей корпус, механизм грубой регулировки и механизм точной регулировки положения вершины резца по высоте центра обрабатываемой детали, имеющий регулировочный сектор. Резец снабжен размещенным в регулировочном секторе винтом для фиксации в заданном положении круглого фасонного резца, на торце которого выполнен кольцевой выступ с по меньшей мере одним треугольным пазом, в котором расположен ролик, а в регулировочном секторе выполнена цилиндрическая проточка, сопряженная с упомянутым кольцевым выступом. При этом ролик установлен враспор между поверхностью паза на выступе круглого фасонного резца и цилиндрической проточкой на регулировочном секторе. 4 ил.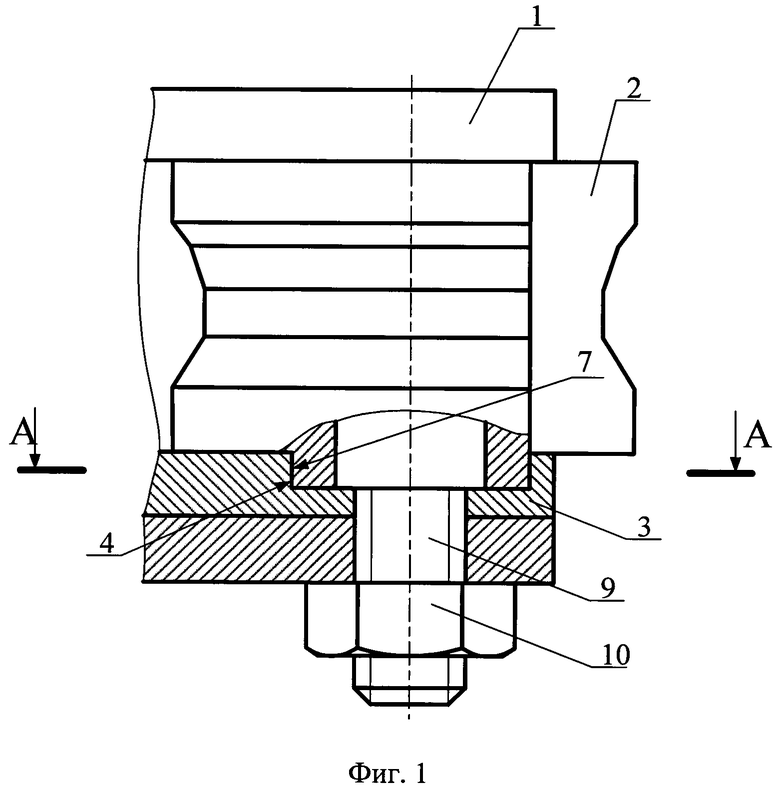
Круглый фасонный резец к токарным станкам, закрепленный в державке, включающей корпус, механизм грубой регулировки и механизм точной регулировки положения вершины резца по высоте центра обрабатываемой детали, имеющий регулировочный сектор, отличающийся тем, что он снабжен размещенным в регулировочном секторе винтом для фиксации в заданном положении круглого фасонного резца, на торце которого выполнен кольцевой выступ с по меньшей мере одним треугольным пазом, в котором расположен ролик, а в регулировочном секторе выполнена цилиндрическая проточка, сопряженная с упомянутым кольцевым выступом, при этом ролик установлен враспор между поверхностью паза на выступе круглого фасонного резца и цилиндрической проточкой на регулировочном секторе.
| Устройство для введения поправок на отставание при сбрасывании бомб | 1926 |
|
SU13059A1 |
| "Державка для дисковых резцов с торчной регулировкой", М., Издательство стандартов, 1986, с.1 | |||
| 0 |
|
SU89039A1 | |
| Приспособление к швейной машине для накладки деталей, например, гранитолевых носков для обуви, друг на друга и подачи их под иглу | 1955 |
|
SU103952A1 |
| Державка для дискового резца | 1974 |
|
SU846116A1 |
| RU 2005000 C1, 30.12.1993 | |||
| БУМАГОРЕЗАТЕЛЬНАЯ МАШИНА | 0 |
|
SU329267A1 |

