11342600
относится к самолетоск и
строению и мо;.кет быть использовано предпочтительно для изготовления элементов наружной обшивки конструктивных частей летательных аппаратов.
Цель изобретения - повышение производительности путем интенсификации процесса рифления.
На фиг, 1-5 представлен технологический процесс изготовления пластинчатого изделия с рифленой поверхностью в соответствии с предлагаемым способом; на фиг, 6 - один из возможных вариантов исполнения оправки,
В листовой заготовке, 1 предварительно выполняют два взаимно параллельных ряда отверстий 2 и 3, расположение которых определяется расчетстанка. Для этого листовую заготовку 1 вручную или с помощью каких-либо известнрлгх устройств (не показаны) уп-
. руго деформируют вокруг оправки 4, совмещают соответствующие отверстия 2 и 3, после чего болты 12, пропущенные через соответствующие отверстия 11 прижимной планки 10 и совмещенные от1Q верстия 2 и 3, предварительно ввинчивают в отверстия 13, При этом между тыльной поверхностью заготовки 1 и базирующей поверхностью оправки 4 образуется зазор, величина которого долж15 на быть достаточной для введения в фасонные пазы 9 цилиндрических стержней 8, Окончательно зазор устраняется болтами 12, При необходимости по завершению базирования заготовки 1
ным путем исходя из условий обеспече- 20 оправке 4 проводят балансировку ния соосности соответствующих отверс- узла оправка - заготовка, тий 2 и 3 после деформации заготовки. Для рифления поверхности деформиро- Для деформации заготовки 1 используют ванной заготовки 1 оправку 4 через оправку 4, которая снабжена полуося- поводок 7 приводят во вращение с вами 5 для установки в центрах 6 токар- 25 данной скоростью, обеспечивают заданного станка- (не показан), а также для ную глубину резания и включают продольную подачу резца 14, При этом на цилиндрической поверхности деформированной заготовки 1 вырезаются спираль- 3Q ные канавки 15, шаг которых определяется величиной подачи на оборот заготовки. Если профиль канавки за один проход обеспечить по известным причиприсоединения поводка 7,
Базирующая поверхность оправки 4 представляет собой цилиндрическую поверхность, образующая которой параллельна полуосям- 5, а направляющей является дуга окружности. Радиус окружности выбирается из условия обеспечения упругих деформаций заготовки 1 при ее базировании на оправке 4, длина дуги - из условия получения рифли заданной длины, а длина образующей - из условия получения заданного количества рифлей на изделии при заданной
35
нам невозможно, осуществляют многопроходную нарезку. После получения рифлей заданного профиля заготовку снимают с оправки, болты 12 вывинчивают из отверстий 13 и извлекают из отверстий 2 и 3, а участку заготовки.
величине шага рифлей. Оправка 4, кро- 40 « ющему рифленую поверхность, возвращают исходный профиль, для чего используют как силы упругости материала заготовки, так и внешние силы, В дальнейшем из участка заготовки
ме того, снабжена приспособлением для беззазорного базирования заготовки 1 на оправке 4, которое при всех вариантах исполнения должно располагаться внутри окружности, которая очерчивает базирующую поверхность оправки, В частности это приспособление содержит цилиндрические стержни 8, для размещения которых в оправке 4 за пределами базирующей поверхности выполнены фасонные продольные пазы 9, прижимную планку 10 с отверстиями 11, расположенными аналогично расположению отверстий 2 и 3, и болты 12, под которые между пазами 9 в оправке 4 выполнены резьбовые отверстия 13,
Базирование заготовки 1 на оправке 4 осуществляют до или после установки последней в центрах 6 токарного
45
50
55
с рифленой поверхностью, рифли которой расположены параллельно, вырезают изделие заданных размеров и конфигурации, обеспечивая при этом требуемую ориентацию рифлей относительно кромок изделия.
Пример, Изготавливают пластинчатое изделие размером 400x350 мм с параллельно расположенными рифлями длиной 400 мм, глубиной 0,2 мм и шагом 0,2 мм. Для этого используют то- карно-винторезный станок 16Б16Т1, резец с режущей вставкой из натурального алмаза треугольного профиля с углом 53 в вершине, заготовку размером
станка. Для этого листовую заготовку 1 вручную или с помощью каких-либо известнрлгх устройств (не показаны) уп-
руго деформируют вокруг оправки 4, совмещают соответствующие отверстия 2 и 3, после чего болты 12, пропущенные через соответствующие отверстия 11 прижимной планки 10 и совмещенные отверстия 2 и 3, предварительно ввинчивают в отверстия 13, При этом между тыльной поверхностью заготовки 1 и базирующей поверхностью оправки 4 образуется зазор, величина которого должна быть достаточной для введения в фасонные пазы 9 цилиндрических стержней 8, Окончательно зазор устраняется болтами 12, При необходимости по завершению базирования заготовки 1
35
нам невозможно, осуществляют многопроходную нарезку. После получения рифлей заданного профиля заготовку снимают с оправки, болты 12 вывинчивают из отверстий 13 и извлекают из отверстий 2 и 3, а участку заготовки.
с рифленой поверхностью, рифли которой расположены параллельно, вырезают изделие заданных размеров и конфигурации, обеспечивая при этом требуемую ориентацию рифлей относительно кромок изделия.
Пример, Изготавливают пластинчатое изделие размером 400x350 мм с параллельно расположенными рифлями линой 400 мм, глубиной 0,2 мм и шагом 0,2 мм. Для этого используют то- карно-винторезный станок 16Б16Т1, резец с режущей вставкой из натурального алмаза треугольного профиля с углом 53 в вершине, заготовку размером
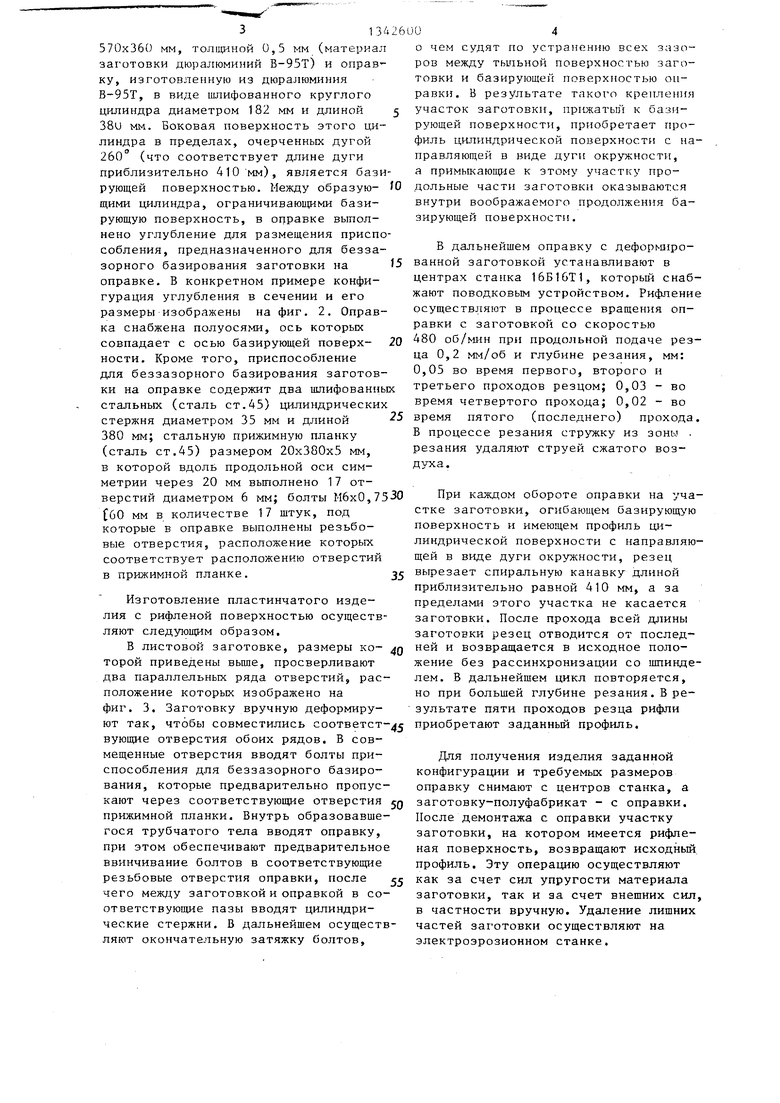
570x360 мм, ТОЛ1ЦИНОЙ 0,5 мм (материал заготовки дюралюминий В-95Т) и оправку, изготовленную из дюралюминия В-95Т, в виде шлифованного круглого цилиндра диаметром 182 мм и длиной 3811 мм. Боковая поверхность этого цилиндра в пределах, очерченных дугой 260° (что соответствует длине дуги приблизительно 410 мм), является базирующей поверхностью. Между образую- щими цилиндра, ограничивающими базирующую поверхность, в оправке выполнено углубление для размещения приспособления, предназначенного для беззазорного базирования заготовки на оправке. В конкретном примере конфигурация углубления в сечении и его размеры изображены на фиг. 2. Оправка снабжена полуосями, ось которых совпадает с осью базирующей поверх- нести. Кроме того, приспособление для беззазорного базирования заготовки на оправке содержит два шлифованны стальных (сталь ст.45) цилиндрических стержня диаметром 35 мм и длиной 380 мм; стальную прижимную планку (сталь ст.45) размером 20x380x5 мм, в которой вдоль продольной оси симметрии через 20 мм выполнено 17 отверстий диаметром 6 мм; болты МбхО, 73 (60 мм в количестве 17 штук, под которые в оправке выполнены резьбовые отверстия, расположение которых соответствует расположению отверстий в прижимной планке.
Изготовление пластинчатого изделия с рифленой поверхностью осуществляют следующим образом,
В листовой заготовке, размеры ко- торой приведены вьпле, просверливают два параллельных ряда отверстий, расположение которых изображено на фиг. 3. Заготовку вручную деформируют так, чтобы совместились соответствующие отверстия обоих рядов, В совмещенные отверстия вводят болты приспособления для беззазорного базирования, которые предварительно пропускают через соответствующие отверстия прижимной планки. Внутрь образовавшегося трубчатого тела вводят оправку, при этом обеспечивают предварительное ввинчивание болтов в соответствующие резьбовые отверстия оправки, после чего между заготовкой и оправкой в соответствующие пазы вводят цилиндрические стержни. В дальнейшем осуществляют окончательную затяжку болтов.
о чем судят по устранению всех зазоров между тьшьной поверхностью заготовки и базирующей поверхностью оправки, В результате такого крепления участок заготовки, прижатый к базирующей поверхности, приобретает профиль цилиндрической поверхности с направляющей в виде дуги окружности, а примыкающие к зтому участку продольные части заготовки оказываются внутри воображаемого продолжения базирующей поверхности.
В дальнейшем оправку с деформированной заготовкой устанавливают в центрах станка 16Б16Т1, которьш снабжают поводковым устройством. Рифлени осуществляют в процессе вращения оправки с заготовкой со скоростью 480 об/мин при продольной подаче резца 0,2 мм/об и глубине резания, мм: 0,05 во время первого, второго и третьего проходов резцом; 0,03 - во время четвертого прохода; 0,02 - во время пятого (последнего) прохода В процессе резания стружку из зоны . резания удаляют струей сжатого воз- ДУха,
При каждом обороте оправки на участке заготовки, огибающем базирующую поверхность и имеющем профиль цилиндрической поверхности с направляющей в виде дуги окружности, резец вырезает спиральную канавку длиной приблизительно равной 410 мм, а за пределами этого участка не касается заготовки. После прохода всей длины заготовки резец отводится от последней и возвращается в исходное положение без рассинхронизации со шпинделем. В дальнейшем цикл повторяется, но при большей глубине резания, В результате пяти проходов резца рифли приобретают заданный профиль,
Для получения изделия заданной конфигурации и требуемых размеров оправку снимают с центров станка, а заготовку-полуфабрикат - с оправки. После демонтажа с оправки участку заготовки, на котором имеется рифленая поверхность, возвращают исходный профиль. Эту операцию осуществляют как за счет сил упругости материала заготовки, так и за счет внешних сил в частности вручную. Удаление лишних частей заготовки осуществляют на электроэрозионном станке.
Формула изобретения Способ изготовления пластинчатого изделия с рифленой поверхностью путем рифления листовой заготовки и получения из нее изделия заданных размера и конфигурацииJ отличающийся тем, что, с целью повышения производительности, заготовку деформируют с образованием цилиндрического профиля, формируют рифли путем относительного перемещения инструмента вокруг заготовки по спиральной траектории, а перед получением изделия заданных размера и конфигурации заготовку или часть ее деформируют до придания ей исходного профиля.
(
,10
Фы.б
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1743699A1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1722696A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК | 1995 |
|
RU2104825C1 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Расточная оправка с подналадкой резца | 1984 |
|
SU1220864A2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |


Составитель В.Золотов Редактор Е.Папп Техред Л.Сердюкова Корректор Н.Шароши
Заказ 4551/9 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113033, Москва, Ж-ЗБ,, Раушская наб,, дь 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Федотов А.И | |||
| Технология автоматизированного нанесения штрихов и знаков | |||
| -Л., 1977, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
