1
Изобретение относится к технологии изготовления предварительно иаиряженных железобетонных изделий и может быть использовано в промышленности строительных материалов при стендовом производстве предварительно иапрял енных железобетонных конструкций Б закрытых помендениях и на открытых полигонах при положительной и отрицательной температурах внешней среды.
Известен снособ изготовления предварительио напряженных железобетонных изделий, включаюнии натяжение арматуры, формование, термообработку и охлаждение 1.
Недостатком такого способа являются потери нанряжения от температурного перепада в арматуре изделия, снижающие их трещиностойкоеть, требующие повышения расхода высокопрочной стальной арматуры и удлинения цикла термообработки.
Извеетен также наиболее близкий к изобретению епособ изготовления предварительно напряженных железобетонных изделий, состоящий в натяжеиии арматуры, формовании, термообработке с подтяжкой арматуры натяжным устройством и охлаждении 2.
Однако нри указанном способе неустранимы потери напряжения от температурного перепада в арматуре изделия и неизбежны смещения арматуры относительно бетона из-за осуществления подтяжки арматуры
2
только с одиой стороны изделия с затвердевНП1М бетоном без указання времени начала Н конна подтяжки и ее контроля.
Цель изобретения - экономия арматуры и по;;ышение качества изделий.
Достигается это тем, что при способе изготовления предварительно напряженных железобетонных изделнй, включающем натяжение арматуры, формование, термообработку с нодтяжко арматуры натяжными устройствами и охлажденне, подтягивают арматуру одновромснио с противоположных сторон изделия с момента подъема температуры термообработки до начала охлаждения, при этом величину напряжения в арматуре поддерживают исетоянной иосредством перемещения натяжного устройства соответственно показаН1 ям контрольного приспособления без передачи усилия обжатия на бетон в процессе роста его прочности от нуля до передаточной нрочности (Ко).
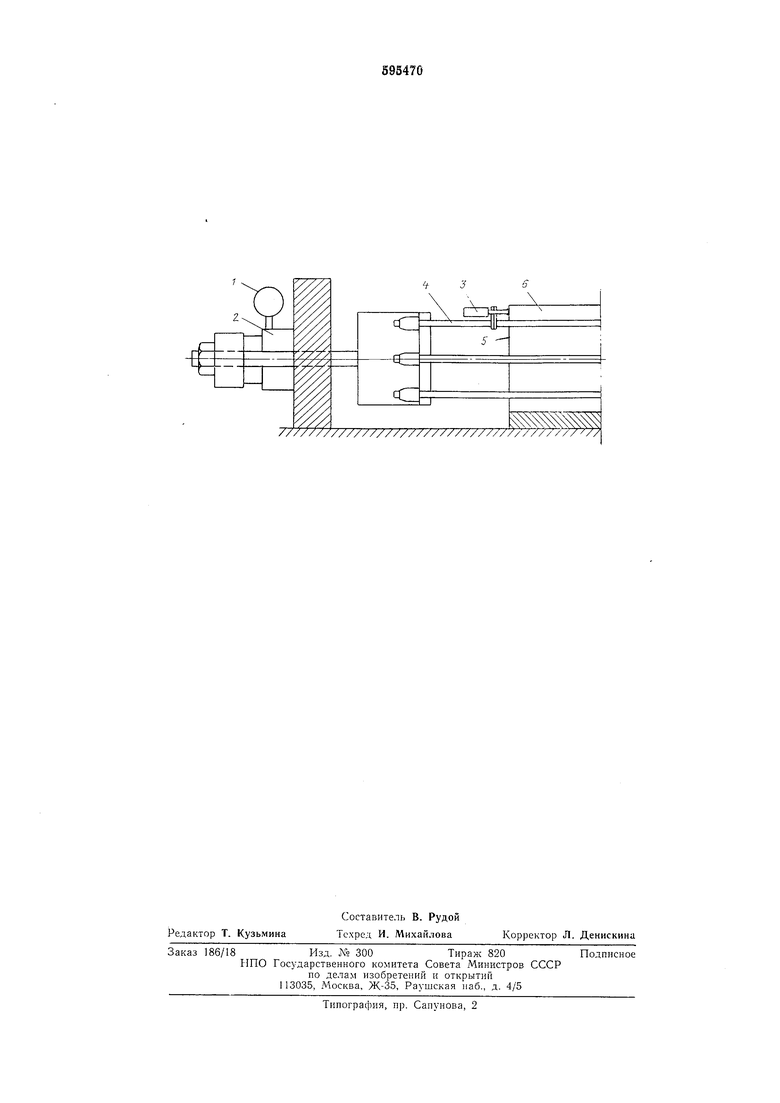
На чертеже ноказано устройство для осуН1ествлсния иредлагаемого способа.
Технология способа состоит в следующем.
Натягивают арматуру и формуют изделие. Затем на арматуре каждого свободного учаетка наносят торцовую риску или устанавливают на ней у торца изделия индикатор,после чего одновременно с подъемом температуры термообработки подтягивают арматуру
вплоть до начала охлаждения с двух противоположных сторон изделия и более, а величину напряжения в арматуре каждого свободного участка поддерживают постоянной посредством перемещения натяжного устройства при неизменном показании контрольного манометра. При этом арматура и бетон в торцовой части изделия не должны смещаться относительно друг друга. Контроль этого условия проводится по несмещаемости торцовой риски относительно торца бетона или по показаниям индикатора.
Пример. Изготавливают сборную предварительно Напряженную железобетонную ферму длиной 24 м из бетона марки 400 на стенде -с расстоянием между упорами 28 м и расположением арматурных канатов вдоль нижнего пояса. Производят групповое натяжение арматурных канатов натяжными устройствами с обеих сторон на неподвижные упоры стенда с контролем по манометру до уровня 200°. После установки напрягаемой арматуры формуют изделие в течение 2 ч. Перед термообработкой с каждои стороны изделия готовят к работе контрольное приспособление (см. черт): контрольный манометр 1 на гидравлическом натяжном устройстве 2 и электромеханический индикатор 3 на арматуре свободного участка 4 у бетонного торца 5 изделия 6. Принимают уровень напряжения в арматуре свободного участка, равный 190° по шкале контрольного манометра 1, за постоянный уровень на время последующей термообработки. Термообрабатывают изделие в камере и подтягивают арматуру одновременно с момента подъема температуры от -f 15°С до -|-70°С 3 ч и далее при изотермическом прогреве в течение 6 ч до начала охлаждения, при достижении передаточной прочности по испытаниям кубов в горячем состоянии, равиой 70% от марки бетона (R). Подтягивают арматуру с каждой стороны изделия в таких условиях посредством перемещения гидравлического натяжного устройства так, чтобы показания контрольного манометра 1 оставались неизменными, а смещение арматуры относительно бетона по показаниям контрольного индикатора 3 равнялись нулю.
Изготовленная ферма при испытаниях по действующему ГОСТу 88-29-66 с запасом превосходит требования проекта по трещиностойкости и л есткости, являющимися основными показателями качества, в результате чего выявлена возможность экономии арматурных канатов. Предварительно напряженные железобетонные изделия, изготовленные по предлагаемому способу, могут быть использованы в строительстве без дополнительного расхода арматуры для компенсации потерь напряжения от температурного перепада.
Описываемый способ позволяет экономить арматуру в изготовляемых изделиях и избегать ее дополнительного расхода в размере до 30% при изготовлении на открытых полигонах при температуре воздуха ниже +15°С (до -25°С), сокрап ать удлиненные циклы термообработки до продолжительности цикла в закрытом помещении, согласно действующим «Нормам технологического проектирования предприятий сборного железобетона. zVinCM СССР, 1973, а также повысить качество изготовляемых изделий.
Ф о р м у л а и 3 о б р е т е и и я
Способ изготовления предварительно напряженных железобетонных изделий, включающий натяжение арматуры, формование, термообработку с подтяжкой арматуры натяжными устройствами и охлаждение, отличающийся тем, что, с целью экономии арматуры и повышения качества изделий, подтяжку арматуры осуществляют одновременно с противоположных сторон изделия с момента подъема температуры при термообработке до начала охлаждения, при этом величину напряжения в арматуре поддерживают постоянной посредством перемещения натяжного устройства соответственно показаниям контрольного приспособления.
Источники информации, принятые во внимание при экспертизе
1.Якобсон Я. М. Производство железобетонных конструкций для промышленного строительства. М., «Стройиздат, 1966.
2.Авторское свидетельство СССР №306965, кл. В 28В 23/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU594278A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1434061A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1983 |
|
SU1106660A1 |
| ТЕРМООПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО МОНОЛИТНОГО ЖЕЛЕЗОБЕТОНА | 1997 |
|
RU2122086C1 |
| Стенд для изготовления предварительно-напряженных железобетонных изделий и конструкций | 1982 |
|
SU1148950A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1756508A1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЕ ЖЕЛЕЗОБЕТОННОЕ СООРУЖЕНИЕ | 1997 |
|
RU2131010C1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА В ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ | 2020 |
|
RU2778369C2 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций | 1987 |
|
SU1527402A1 |