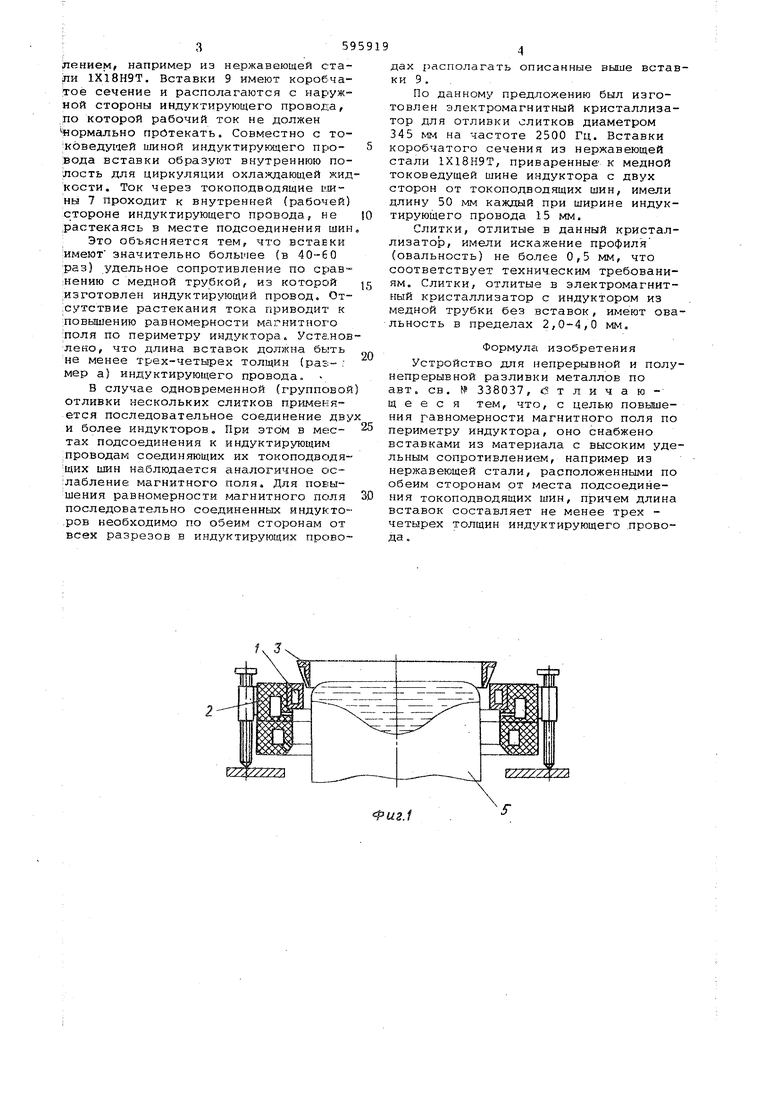
(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ пением, например из нержавеющей стали 1Х18Н9Т. Вставки 9 имеют коробчатое сечение и располагаются с наружной стороны индуктирующего провода, по которой рабочий ток не должен Ормально протекать. Совместно с то коведущей шиной индуктирующего провода вставки образуют внутреннюю поэтость для циркуляции охлаж;дающей жид кости. Ток через токоподводящие иины 7 проходит к внутренней (рабочей) стороне индуктирующего провода, не растекаясь в месте подсоединения шин Это объясняется тем, что вставки ;имеют значительно большее (в 40-60 раз) удельное сопротивление по сравтнению с медной трубкой, из которой ;изготовлен индуктирующий провод. От:сутствие растекания тока приводит к повышению равномерности магнитного :поля по периметру индуктора. Усте.нов лено, что длина вставок должна быть не менее трех-четырех толщин (раз;- г мер а) индуктирующего провода. В случае одновременной (групповой отливки нескольких слитков применяется последовательное соединение дв и более индукторов. При этЬм в маетах подсоединения к индуктируюодим проводам соединупоадих их токоподводящих шин наблюдается аналогичное QCшабление магнитного поля Для поЕ Ышения равномерности магнитного поля последовательно соединенных индукто .ров необходимо по обеим сторонам от всех разрезов в индуктирующих прово дах располагать описанные вьлше вставки 9.. По данному предложению был изготовлен электромагнитный кристаллизатор для отливки слитков диаметром 345 мм на частоте 2500 Гц. Вставки коробчатого сечения из нержавеющей стали 1Х18Н9Т, приваренные к медной токоведущей шине индуктора с двух сторон от токоподводящих шин, имели длину 50 мм каждый при ширине индуктирующего провода 15 мм. Слитки, отлитые в данный кристаллизатор, имели искажение профиля (овальность) не более 0,5 мм, что соответствует техническим требованиям. Слитки, отлитые в электромагнитный кристаллизатор с индуктором из медной трубки без вставок, имеют овальность в пределах 2,0-4,0 мм. Формуле изобретения Устройство для непрерывной и полунепрерывной разливки металлов по авт, св. № 338037, Отличающееся Тем, что, с целью повышения равномерности магнитного поля по периметру индуктора, оно снабжено вставками из материала с высоким удельным сопротивлением, например из нержавеющей стали, расположенными по обеим сторонам от места подсоединения токоподводящих шин, причем длина вставок составляет не менее трех четырех толщин индуктирующего .провода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 1992 |
|
RU2009004C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| Электромагнитный кристаллизатор для непрерывного и полунепрерывного литья полых слитков и труб | 1975 |
|
SU532198A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| Способ отливки слитков на вертикальных установках полунепрерывной разливки | 1980 |
|
SU952418A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ПЕЧЕЙ, ИСПОЛЬЗУЕМЫХ В ЧЕРНОЙ МЕТАЛЛУРГИИ | 1998 |
|
RU2170265C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТИЛЛИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1987 |
|
RU1524298C |
| Электромагнитный кристаллизатор | 1989 |
|
SU1764784A1 |

f. J
U2.1
Фиг.З
Фиг.1
