чески существующих соотношении внешнего и внутреннего размеров отливок, высоту шщуктора, формирующего внутреннюю полость отливки, необходимо уменьшать в 1,2-3 раза ио отношению к высоте индуктора, формирующего внешнюю новерхность отливки. Указанное соотношение высоты индуктора позволяет отливать изделия € отношением внешнего и внутреннего диаметров отливок, меняющимся в пределах от 1,1 до 10.
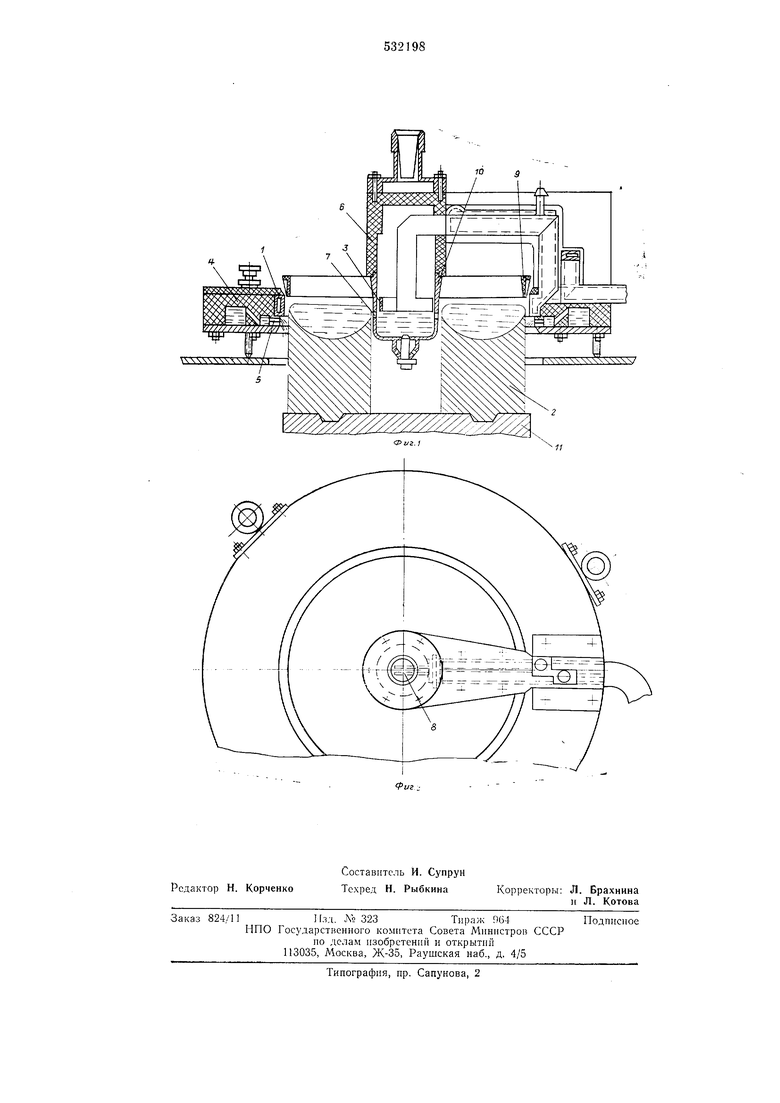
На фиг. 1 показан предлагаемый электромагнитный кристаллизатор, вертикальный разрез; на фиг. 2 - то же, вид сверху.
Электромагнитный кристаллизатор состоит из одновиткового индуктора 1, формируюшего внешнюю поверхность отливки 2, одяовиткового индуктора 3, формируюн1,его внутреннюю поверхность отливки, кольцевого охладителя 4 с отверстиями 5, через которые охлаждающая среда подается .на внешнюю поверхность отливки, кольцевого охладителя 6 с отверстиями 7, через которые охлаждающая среда ностуиает на внутреннюю поверхность отливки, перемычек 8, соединяющих индукторы 1 и 3, электромагнитных экранов 9 и 10, поддона И.
Процесс литья осуществляют следующим образом.
Перед началом литья в пространство, образованное наружным и внутренним индукторами 1 и 3, вводят металлический поддон 11. Через последовательно соединенные индукторы пропускают ток. Охлаждающую среду подают на наружную и внутреннюю поверхности поддона 11. На неподвижный поддон постунает жпдкий металл. Внутреннее магнитное поле индуктора 1 и внешнее магнитное поле пидуктора 3 наводят в жидком металле вихревые токи. За счет взаимодействия вихревых токов с соответствующими магнитными полями индукторов в жидком металле возникают электромагнитные силы, формирующие внещнюю и внутреннюю поверхности отливки 2. Как только столб жидкого металла с внутренней полостью, сформированный магнптными полями индукторов 1 и 3, достигает заданной высоты, поддон 11 начинает опускаться. Охлаждающая среда, например вода, подаваемая из кольцевых охладителей 4 и 6 на поверхности отливки, обеспечивает затвердевание последней.
При помощи описываемого электромагнитного кристаллизатора получают полые слитки, имеющие наружный диаметр 362 мм и внутренний 122 мм, из различных алюминиевых сплавов на частоте тока 2500 Гц при напряжении на индукторе 40 В. Отнощение высот наружного и внутреннего индукторов 1,7.
Формула изобретения
Электромагнитный кристаллизатор для непрерывного и полунепрерывного литья полых слитков и труб, содержащий последовательно соединенные индукторы, кольцевые охладители и электромагнитные экраны, отличающийся тем, что, с целью упрощения конструкции электромагнитного кристаллизатора, высота ипдуктора, формирующего внещнюю поверхность изделия, в 1,2-3,0 раза
больще высоты индуктора, формирующего его внутреннюю поверхность.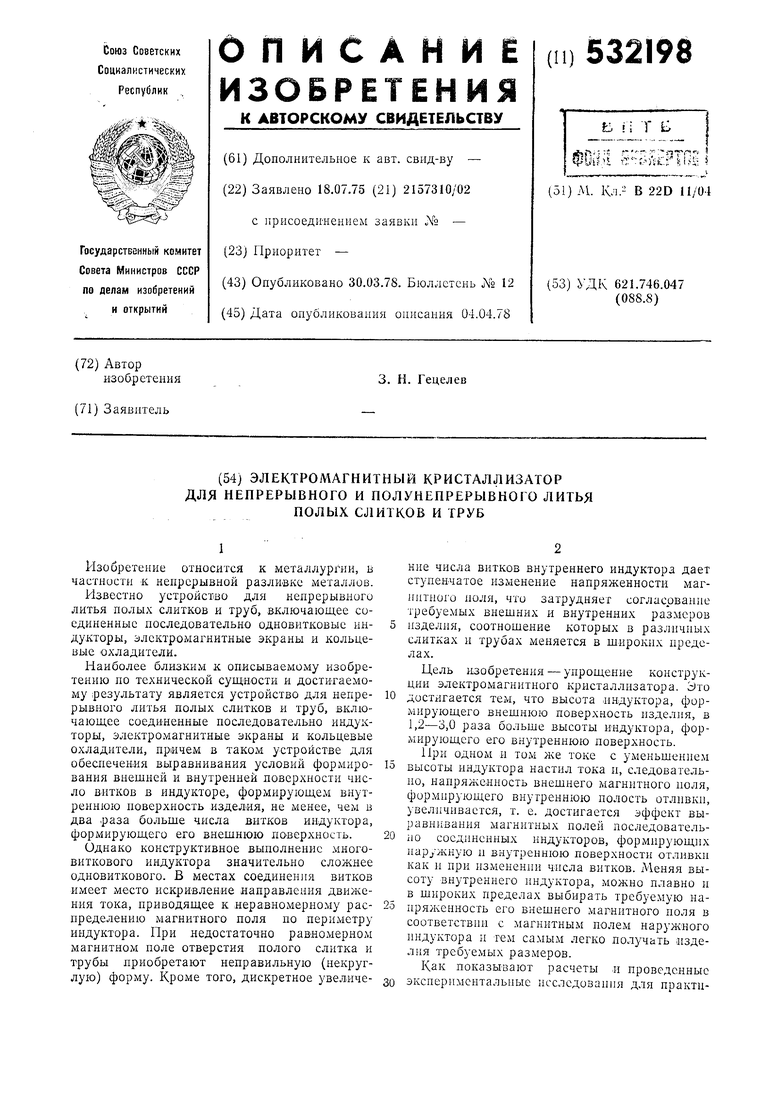
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ | 2003 |
|
RU2263003C2 |
| Способ непрерывной разливки металла | 1980 |
|
SU908487A2 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| Защитно-экранирующее устройство установки непрерывного литья слитков в электромагнитном кристаллизаторе | 1977 |
|
SU854564A1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2011 |
|
RU2477193C2 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |