(54) УСТРОЙСТВО ДЛЯ СБОРКИ И ПОДГОНКИ ШТАМПОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пригонки штампов | 1975 |
|
SU564054A1 |
| Устройство для получения кольцевых деталей | 1976 |
|
SU648303A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СЕКТОРНЫМ ПРИЖИМОМ ШТАМПА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2019 |
|
RU2723857C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Пневмогидравлический молот | 1973 |
|
SU560690A2 |
| БЕСШАБОТНЫЙ МОЛОТ | 2013 |
|
RU2553782C1 |
| Устройство для испытания связного грунта | 1978 |
|
SU891839A1 |
1
Изобретение относится к обработке металлов давлением.
Известны устройства для сборки и подгонки штампов, содержащие станину, силовой привод, верхнюю и нижнюю пово ротные монтажные плиты с закрепленными на них частями штампов, а также механизм приведения, центрирования и фиксации монтажных плит 1.
В известных устройствах верхняя мо тажная плита установлена на жестко связанной йо станиной траверсе, имеющей возможность поворота на 360°, а фиксация взаимного расположения верх.ней и нижней частей штампа в момент стыковки осуществляется посредством жестких упоров. Эти устройства наиболее близки по своей технической сущности к изобретению.
Однако их конструкция усложняет эксплуатацию.
Целью изобретения является улучшение условий экс плуатации.
Указанная цель достигается за счет того, что устройство снабжено двумя аэростатическими опорами и двумя закрепленными на станине пневмогидравлическими цилиндрами, штоки которых смонтированы-с возможностью взаимодействия с верхней монтажной плитой, а
узел привидения, центрирования и фийсации. каждой из монтажных плит выполнен в виде дополнительного пневмогкдр влического цилиндра с размещенными телескопически в его корпусе центральным и периферийным поршнями и системы рычагов, при этом корпус дополнительного пневмогидравлического цилиндра смонтирован на станине на аэростатической опоре, а монтажная плита соединена шарнирно с периферийным поршнем и связана системой рычагов с центральным поршнем.
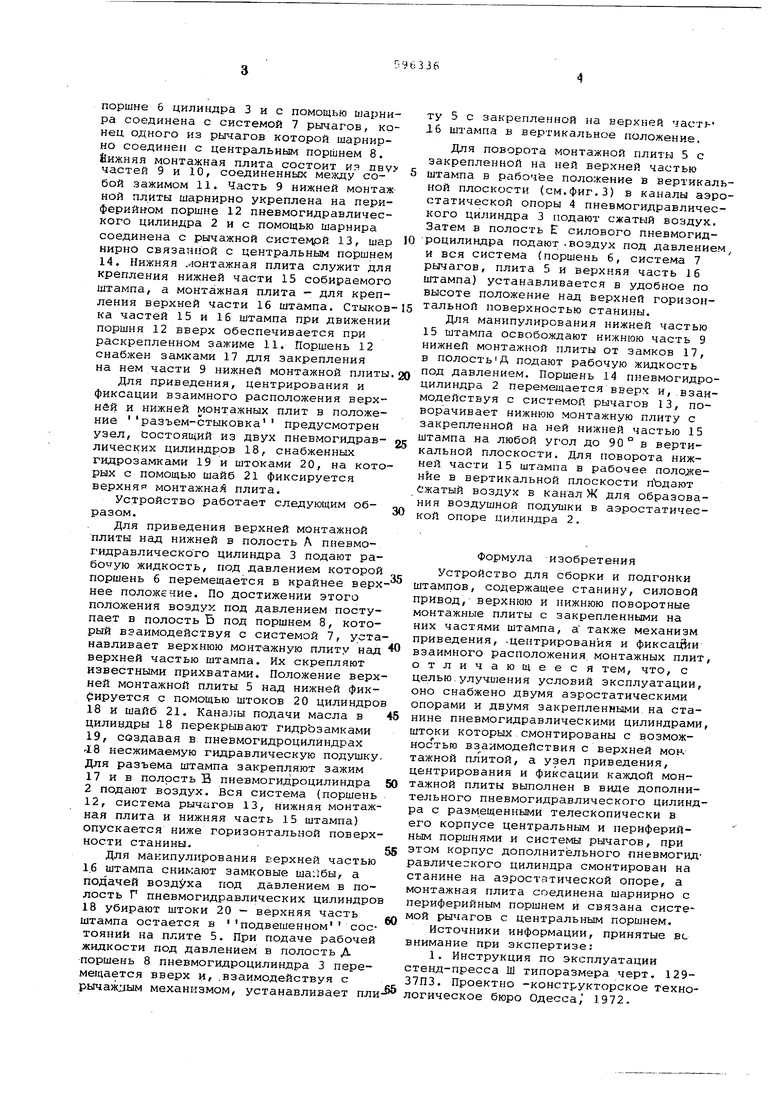
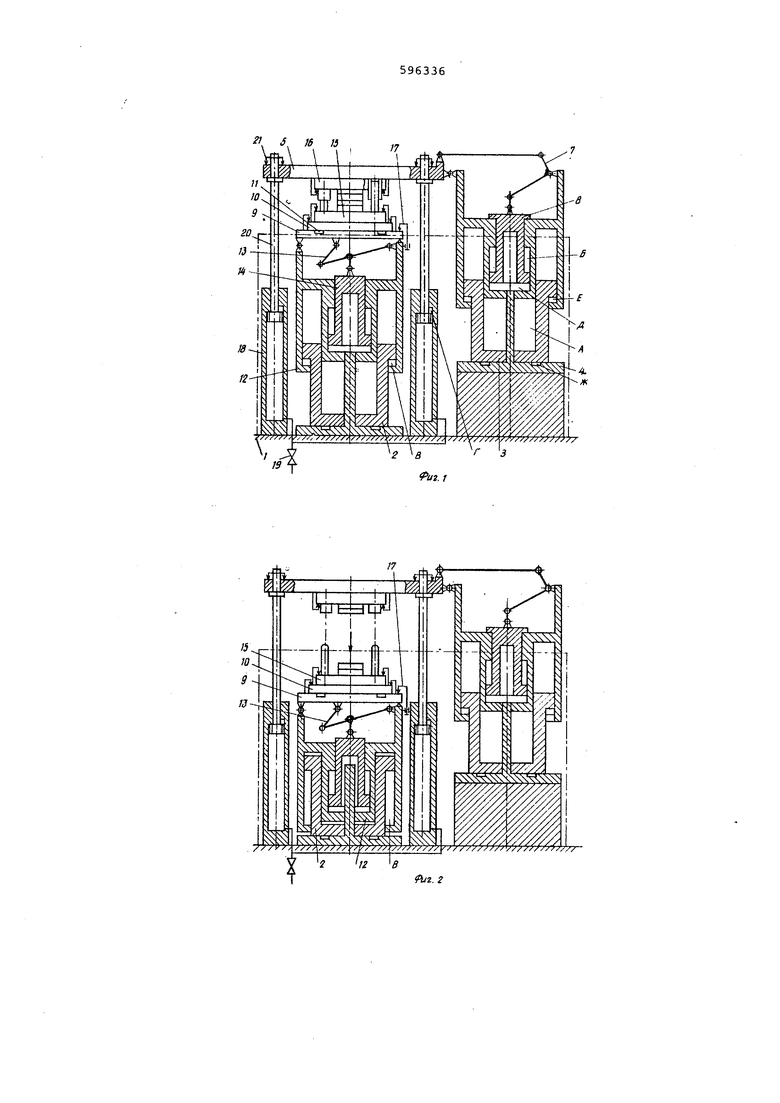
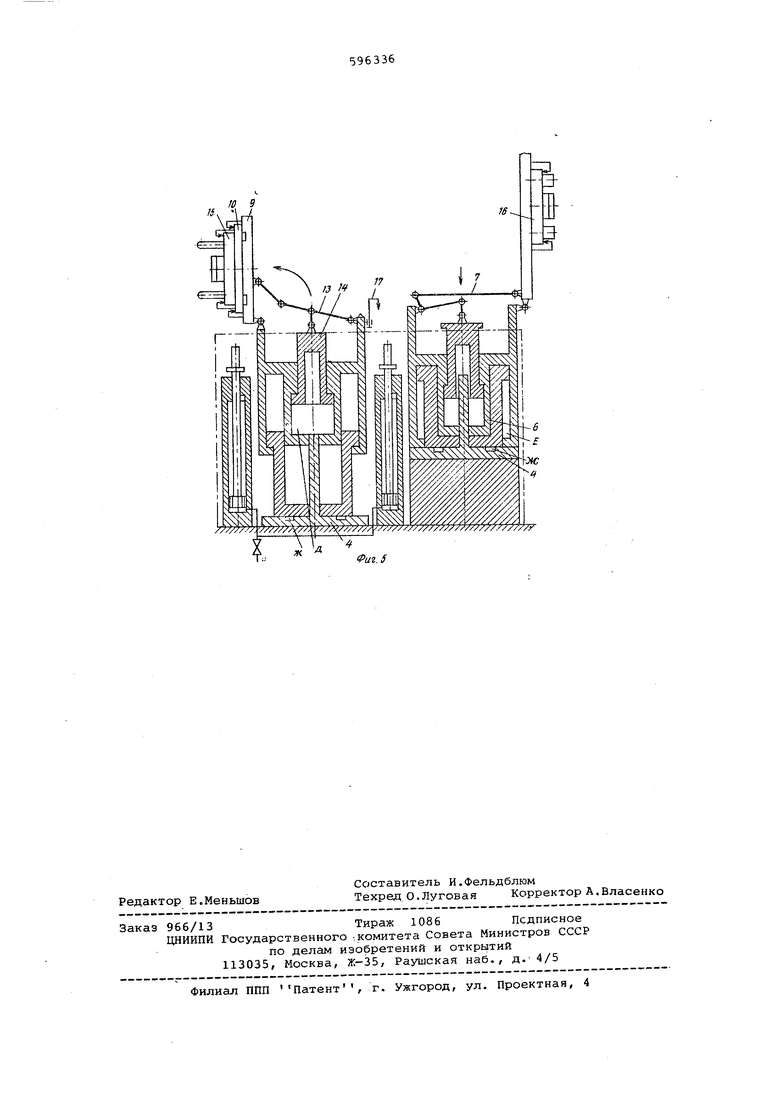
iHa фиг. 1 показано устройство, общий вид; на фиг. 2 - положение элементов устройства при разъеме штампа; на фиг. 3 - положение элементов устройства при опущенных в-.нижнее положение штоках пневмогидравлических цилиндров на фиг. 4 - положение элементов устройства, при котором обеспечивается приведение монтажных плит с закрепленными на них частями штампа в рабочее положение; на фиг. 5 - то же, монтажные плиты в рабочем положении.
На сварной станине 1 смонтированы два пневмогидравлических цилиндра 2 и 3, установленные на аэростатических опорах 4. Верхняя монтажная плита 5 шарнирно укреплена на периферийном поршне 6 цилиндра 3 и с помощью шарни ра соединена с системой 7 рычагов, конец одного из рнгчагов которой шарнирно соединен с центральным поршнем 8. бижняя монтажная плита состоит из лву частей 9 и 10, соединенных между собой зажимом 11. Часть 9 нижней монтаж ной плиты шарнирно укреплена на периферийном поршне 12 пневмогидравлического цилиндра 2 и с помощью шарнира соединена с рычажной системой 13, шар нирно связанной с центральным поршнем 14, Нижняя монтажная плита служит для крепления нижней части 15 собираемого штампа, а монтажная плита - для крепления верхней части 16 штампа. Стыков ка частей 15 и 16 штампа при движении поршня 12 вверх обеспечивается при раскрепленном зажиме 11. Поршень 12 снабжен замками 17 для закрепления на нем части 9 нижней монтажной плиты Для приведения, центрирования и фиксации взаимного расположения верхней и нижней монтажных плит в положение разъем-стыковка предусмотрен узел, состоящий из двух пневмогидравлических цилиндров 18, снабженных гидрозамками 19 и штоками 20, на кото рых с помощью шайб 21 фиксируется верхняя монтажнай плита. Устройство работает следующим образом. Для приведения верхней монтажной плиты над нижней в полость Л пневмогидравлического цилиндра 3 подают рабочую жидкость, под давлением которой поршень б перемещается в крайнее верх нее положение. По достижении этого положения воздух под давлением поступает в полость Б под поршнем 8, который взаимодействуя с системой 7, устанавливает верхнюю монтажную плиту над верхней частью штампа. Их скрепляют известными прихватами. Положение верхней монтажной плиты 5 над нижней фик(зируется с помощью штоков 20 цилиндров 18 и шайб 21. Каналы подачи масла в цилиндры 18 перекрывают гидрозамками 19, создавая в пневмогидроцилйндрах 18 несжимаемую гидравлическую подушку Для разъема штампа закрепляют зажим 17 и в полость Б пневмогидроцилиндра 2 подают воздух. Вся система (поршень 12, система рычагов 13, нижняя монтажная плита и нижняя часть 15 штампа) опускается ниже горизонтальной поверхности станины. Для манипулирования верхней частью 1.6 штампа сникают замковые ша:1бы, а подачей воздуха под давлением в полость Г пневмогидравлических цилиндро 18 убирают штоки 20 - верхняя часть штампа остается в подвешенном состояний на плите 5. При подаче рабочей жидкости под давлением в полость Д поршень 8 пневмогидроцилиндра 3 перемещается вверх и, .взаимодействуя с рычажным механизмом, устанавливает пли ту 5 с закрепленной на верхней часть 16 штампа в вертикальное положение. Для поворота монтажной плиты 5 с закрепленной на ней верхней частью штампа в рабочее положение в вертикальной плоскости (см.фиг,3) в каналы азростатической опоры 4 пневмогидравлического цилиндра 3 подают сжатый воздух. Затем в полость Е силового пневмогидроцилиндра подают -воздух под давлением, И вся система (поршень 6, система 7 рычагов, плита 5 и верхняя часть 16 штампа) устанавливается в удобное по высоте положение над верхней горизонтальной поверхностью станины. Для манипулирования нижней частью 15 штампа освобождают нижнюю часть 9 нижней монтажной плиты от замков 17, в полостьД подают рабочую жидкость под давлением. Поршень 14 пневмогидроцилиндра 2 перемещается вверх и,.взаимодействуя с системой рычагов 13, поворачивает нижнюю монтажную плиту с закрепленной на ней нижней частью 15 штампа на любой угол до 90° в вертикальной плоскости. Для поворота нижней части 15 штампа в рабочее поло еенйе в вертикальной плоскости пЪдают Сжатый воздух в канал Ж для образования воздушной подушки в аэростатической опоре цилиндра 2. Формула изобретения Устройство для сборки и подгонки штампов, содержащее станину, силовой привод, верхнюю и нижнюю поворотные монтажные плиты с закрепленными на них частями штампа, а также механизм приведения, -центрирования и фиксации взаимного расположения монтажных плит, отличающееся тем, что, с целью.улучшения условий эксплуатации, оно снабжено двумя аэростатическими опорами и двумя закрепленными на станине пневмогидравлическими цилиндрами, штоки которых смонтированы с возможностьго вз аимодействия с верхней монтажной плитой, а узел приведения, центрирования и фиксации каждой монтажной плиты выполнен в виде дополнительного пневмогидравлического цилиндра с размещенными телескопически в его корпусе центральным и периферийным поршнями и системы рычагов, при этом корпус дополнительного пневмогидравлического цилиндра смонтирован на станине на аэростатической опоре, а монтажная плита соединена шарнирно с периферийным поршнем и связана системой рычагов с центральным поршнем. Источники информации, принятые вс внимание при экспертизе: 1. Инструкция по эксплуатации стенд-пресса Ш типоразмера черт. 12937ПЗ, Проектно -конструкторское технологическое бюро Одесса, 1972.
19
-8
fuz.i
fbz.Z
/.
«.
Й 4i
Hi Ki
i|:i1H Pill
И.Ш N
iKJild Ы -4J Ы
|йш k 1 : N M&Hu 1ш:ш ij II
:Hi и j
ipiii i i
t-; NN Mi R
tc4i
. 4
Фиг. 5
