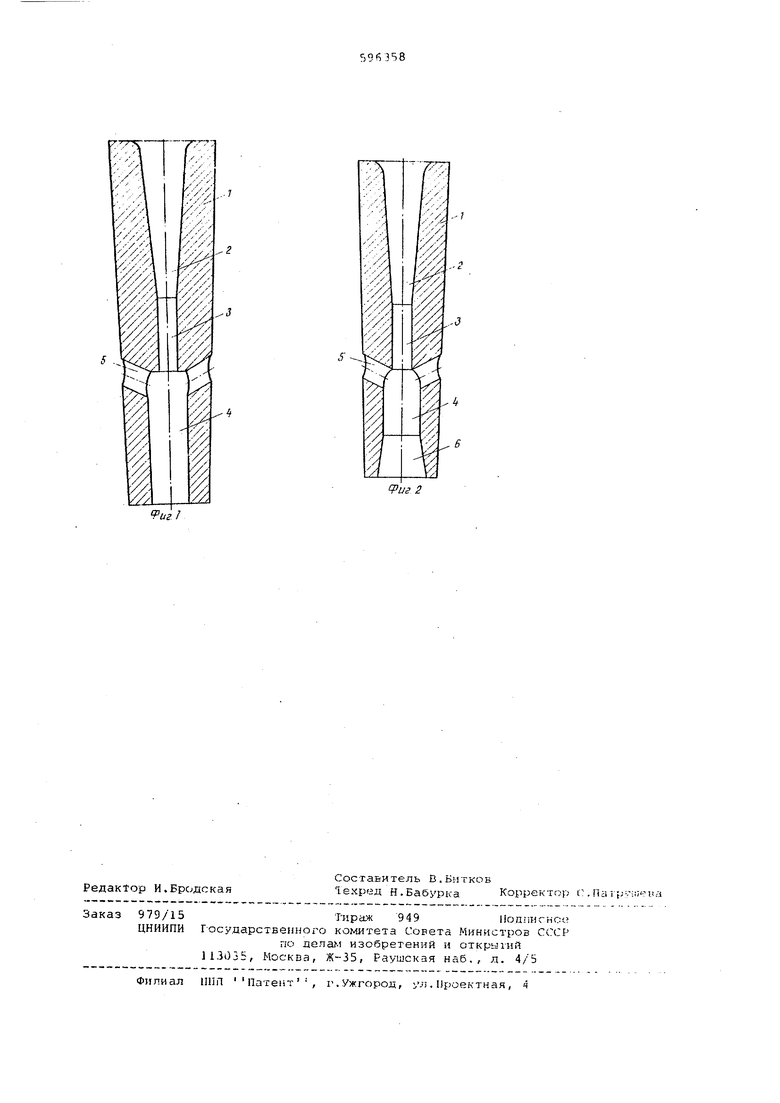
(54) СТАКАН ДЛЯ ВЕРТИКАЛЬНОГО ПОДВОДА МЕТАЛЛА ПОД .УРОВЕНЬ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ Па фнг.1 показан предлагемый стакан, продольный разрез; на фиг.2 - т же, с диффузором, продольный разрез. Стакан состоит из огнеупо.рного ко пуса 1., в нем выполнен конически суж ющийся вертикальнпй подводящий канал 2 с дозирующей частью 3, диаметром которой определяются основные параме ры стакана,Дозирующая часть подводя щего канала переходит в расширяющуюс камеру 4 смешения, площадь которой в 3,0-10,0 раз больше площади дозирующей части вертикального подводящего канала. Камера смешения в верхней ча ти имеет одно или несколько боковых отверстий 5, расположенных под углом 30-90° к продольной оси стакана.Длина камеры смешер)ия равна 1,0-4,0 впи санным диаметрам камеры смешения. С целью увеличения подсоса и уменьшени скорости истечения камера смешения может заканчиваться диффузором 6, ст ки которого имеют конусность 5-20 При истечении жидкого металла через дозируюи1ую часть подводящего канала 2 стакана расширяющуюся камеру 4 смешения в сжатом сечении струи возникает разрежение, за счет которого пт- оисходит подсос через боковые отверстия 5 в стакане, находящегося в верхней части жидкой лунки остывшего металла. Под уровнем металла в кристаллизаторе и на мениске в резуль тате охлаждения с поверхности и наличия ВОСХОДЯ1ЦИХ потоков скапливается охлажденный металл. Влияние, холодного мениска распространяется на глубину 200-25.0. мм. Это объясняется наличием двух видков теп.чоротерь вблизи мениска за счет излучения и относительно интенсивного теплоотвода через тонкую корочку при контакте со стенками кристаллизатора Струя металла, поступающего из промежуточного ковша, обычно имеет перегре 30-40 над температурой плавления. В камере смешения благодаря подсосу пер гретый металл смешивается с эжектируемой порцией подстывшего металла. При этом тепло перегрева, вносимое струей из промежуточного ковша вкамере смешения, снижается за счет разбавления остывшим металлог1 и температура метал поступающегоиз камеры смешения в жидкую лунку, также снижается .пропорционально степени подсоса Или разбав ления остывшим металлом. , Благодаря трению и .импульс ному обмену на поверхности струи в камере смешения происходит потеря скорости струи и, следовательно, уменьшается глубина проникновения, струи, выходящей из стакана в жидкую лунку. Подбором соотношения между диаметDOM дозирующей части подводящего кана .па, длиной и диаметром KaNsepw смешения можно регупировать стешень подсоса остывшего металла и скорость истечения струи из стакана. Тех Н15КО-Э к он омическая эффективность-изобретения заключается в том, что, учитывая снижение температуры перегрева и скорости истечения струи .металла из предлагаемого стакана, возможно увеличение скорости разливки на 10-20% без дополнительных капитальных затрат. Для обеспечения подсоса в количестве 1:1 площадь камеры смешения, должна быть в 4 раза больше площади дозирующей части подводящего канала. В случае перегрева струи металла на 30 и наличия в верхней части жидкой лунки металла со снятым теплом перегрева струя металла, вытекающая из камеры смешения, буде:г иметь температуру перегрева 15°, а скорость ее истечения будет в два раза меньше, чем из дозирующей части вертикального подводящего канала. Снижение температуры металла на 15 позволяет на 10-20% увеличить скорость разливки. Формула изобретения 1.Стакан для вертикального подвода металла под уровень при непрерывном литье, выполненный в виде подводящего канала с узкой дозирующей и расширяющейся частями и выходным отверстием в нижнем торце стакана,о т л и ч а ющ и и с я тем, что, с целью снижения температуры перегрева металла внутри стакана, уменьшения скорости истечения и глубины проникновения в жидкую лунку струи металла из промежуточного Ковша, улучшения качества металла и увеличения скорости литья, расширенная часть полос.ти стакана выполнена в виде камеры смешения, в верхней части которой выполнены входные боковые отверртия, расположенные под углом 3090° к продольной оси стакана, причем площадьк.амеры Смешения в 3-10 раз больше площади .дозирующей части вертикального, подводящего канала, а длина камеры смешения равна 1-4 вписанным диаметрам камеры смешения, при этом площадь выходного отверстия камеры смешения составляет 1,0-1,5 плошади поперечного .сечения камеры смешения . 2.Стакан поп.1, о т л ич а ю щ и и с я тем, что выходное отверстие из камеры смешения выполнено в виде диффузора.с углом конусности 5-20°. Источники информации, принятые во внимание при экспертизе: 1.Германн Э. Непрерывное литье . М. , 1961 , с.375.
Vus 2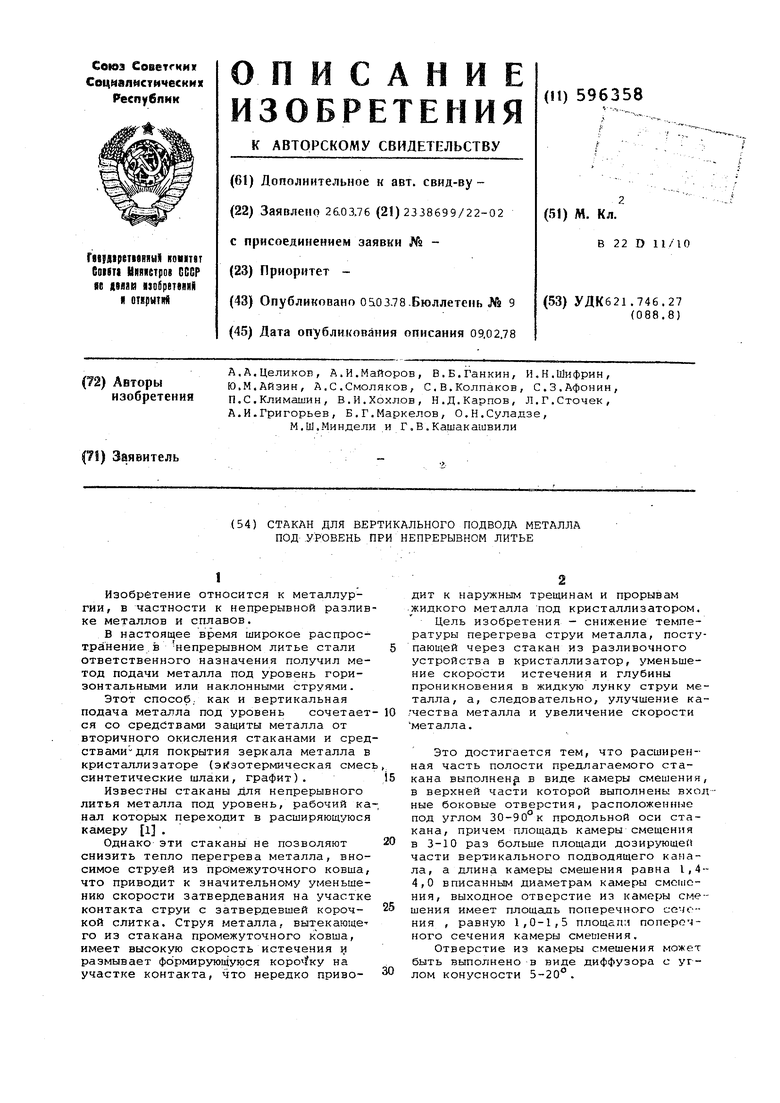
| название | год | авторы | номер документа |
|---|---|---|---|
| Стакан для бокового подвода металла | 1976 |
|
SU588059A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| Стакан для вертикального подвода металла в кристаллизатор | 1976 |
|
SU614884A1 |
| Погружной стакан для непрерывной разливки сортовых заготовок | 1982 |
|
SU1046007A1 |
| Погружаемый стакан для непрерывного литья сортовых заготовок | 1982 |
|
SU1046005A1 |
| Устройство для подвода металла в кристаллизатор | 1980 |
|
SU859016A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2042471C1 |
| Устройство для защиты струи металла при непрерывной разливке | 1982 |
|
SU1097439A1 |
| Устройство для подачи металла в кристаллизатор | 1990 |
|
SU1770049A1 |
| Устройство для непрерывного литья плоских слитков | 1991 |
|
SU1787669A1 |