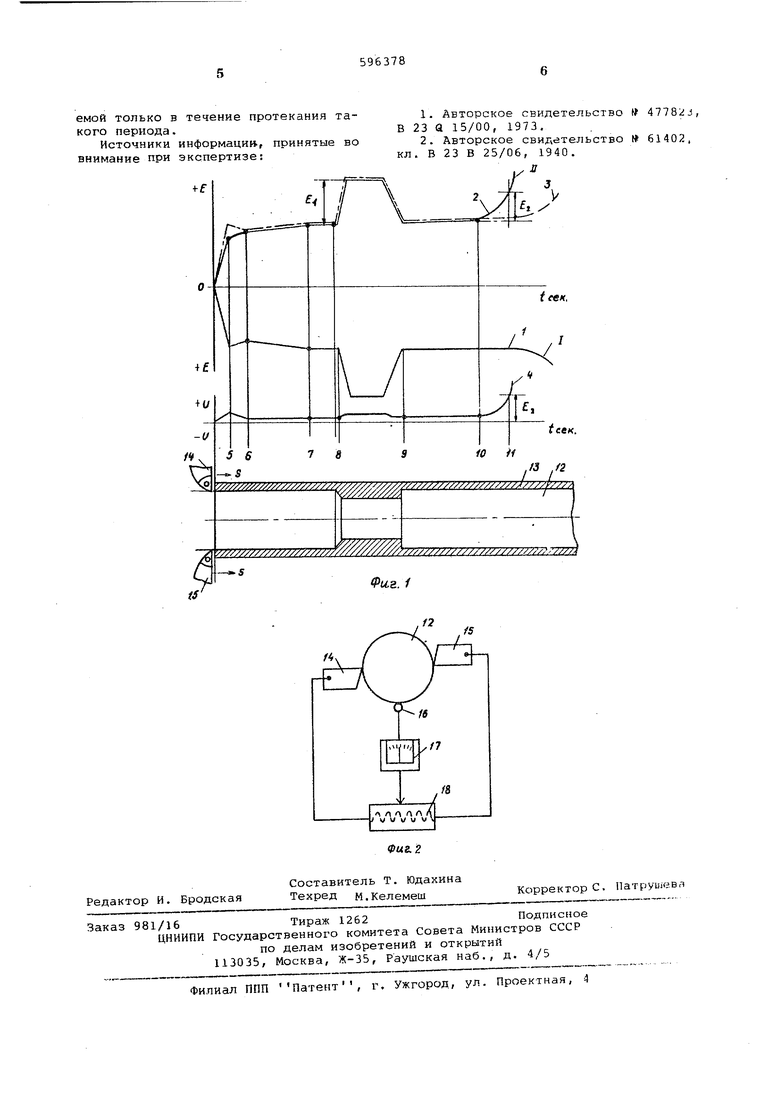
.(54) СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ На графике по горизонтальной оси отложено время или путь, по вертикаль ной оси - потенциал возникающей термо ЭДС и его колебания под влиянием ряда неизбежно сопутствующих обработке факторов. Кривая I характеризует результирующие изменения термо-ЭДС на ревущей кромке 1, кривая II - то же, на режущей кромке 2. Для удобства сравнения дана пунктирная линия 3, представляющая зеркальное отображение кривой I . Кривая 4 характеризует результирующий; сигнал, представляющий разность напряжений на режущих кромках 1 и 2, выраженных кривыми I и Ц . Вертикальные линии 5-11 разделяют периоды времени или, идентично, зоны обработки, применительно к циклу обточки детали 12, несущей припуск 13 подлежащий снятию одновременно двумя режущими кромками инструментов 14, 15 Блок-схема простейшего варианта устройства, реализующего данный способ, в качестве примера приведена на фиг. 2. Оно содержит два изолированных инструмента 14 и 15, режущие кром ки которых соприкасаются с обрабатыва емой деталью 12, токосъемник 16, соединенный с ним знакочувствительный из мерительный прибор 17 и регулируемый делитель напряжения 18. Во время работы станка контроль зе состоянием режущей кромки по данному способу осуществляется следующим образом. В момент начала процесса резания термо-ЭДС возрастает, как показано на графике фиг;. 1, от нуля до определенного значения (линия 5), различно го для каждого из инструментов ввиду наличия отклонений в его геометрии, материале, относительном положении и т.п. причин. Получающееся рассогласование регистрируется прибором 17, путем воздействия на регулируемый делитель напряжения 18 оба значения термо-ЭДС уравниваются, так что разность их становится равной нулю .{линия 6) , эта разность и принимается как управляюиХий сигнал - линия 4. В процессе резания действительное значение напря жения на режущей крсмке может колебат ся очень сильно, как это показано на графике кривыми 1 и 2. Эти кривые OTO бражают плавное возрастание ЭДС в зоне между линиями 6-7 под влиянием постепенного нагревания контакта между пластинкой твердого сплава и ее опорой.. Далее в зоне 8-9 инструменты заглубляются при вытачивании канавки и значения термо-ЭДС соответственно возрастают до значения Е, а в зоне 9-10 вновь снижаются. На следующем эт ПС одна из режущих кромок входит в последнюю стадию износа - ускоренного, ее термо-ЭДС начинает возрастать более резко. Вероятность того, что эта стадия начнется одновременно на обеих кромках практически равна нулю как показано на графике возрастание отображается линией 2 в зоне 1Q.-11. Пропорционально изменяется и управляющий сигнал (линия 4), при пороговом значении Ej которого срабатывает соответствующий вид сигнализации. Как видно из графика фиг. 2, даже при уровне помехи равном Е, превосходящем заданное пороговое значение управляющего сигнала Е, предлагаемым способом обеспечивается нечувствительность к помехе и получение надежного управляющего сигнала - линия 4. Предлагаемый способ обеспечивает надежную работу даже, в таких условиях, при которых применение известного способа становится невозможным из-за превышения уровня управляющего сигнала уровнем Iпомех. В современных станках с ЧПУ и использованием в цикле одновременно нескольких инструментов наблюдение за состоянием режущей кромки особенно затруднено и применение способа, обеспечивающего повышение эффективности использования инструмента и сокращение потерь времени на его смену, позволит поднять производительность этих станков на 10-15%. Формула изобретения 1. Способ контроля состояния режущих кромок инструментов в процессе многоинструментальной обработки посредством наблюдения за величиной термо- ЭДС, возникающих на электрически изолированных режущих кромках, отличающийся тем, что, с целью повышения надежности и эффективности контроля, в процессе контроля используют выполненные из одного материала режущие кромки, уравнивают начальные значения возникающих на ник термо-ЭДС, а при последующем возникновении разности сигналов в процессе обработки по величине и зНаку разности производят контроль состояния режущих кромок . и. Способ по п. 1 р т л и ч а ющ и и с я тем, что, с целью получения возможности контроля состояния режущих кромок в условиях, когда уравнивание двух возникающих значений термо-ЭДС оказывается возможным только в отдельные периоды обработки, уравнивание выполняют в момент начала наступления такого периода, а состояние каждой из кромок контролируют по разности термо-ЭДС, регистрируемой только в течение протекания такого периода. Источники информации., принятые во внимание при экспертизе: W/ /M //////////// //// 1.Авторское свидетельство № 4778iiJ, В 23 а 15/00, 1973, 2.Авторское свидетельство № 61402, кл, В 23 В 25/06, 1940. 7//7/7777//77/7////////////y// /f/7// . /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля состояния режущей кромки инструмента | 1976 |
|
SU634854A1 |
| Способ контроля износа режущей кромки инструмента в процессе резания | 1977 |
|
SU753547A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459193C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2459192C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| Устройство для контроля износа режущей кромки инструмента | 1986 |
|
SU1371786A1 |
| Способ определения периода стойкости покрытия на режущем инструменте | 1989 |
|
SU1658025A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Устройство для определения контакта инструмента с деталью | 1981 |
|
SU971618A1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
