1
Изобретение относится к области машиностроения, в частности, к конструктивным элементам, используемым для получения крупногабаритных сварных емкостей, баков н других сварных конструкций летательных аппаратов.
Известны катаные панели и плиты, состоящие из двух слоев, например из стали ij. Такие панели (плиты) используют в качестве переходников для сварки меящу собой стальных и алюминиевых конструкрций. удаляя с одной стороны слой одного, а с другой - слой другого сплава, йедос- татком такой панели является то, что панель имеет большой вес и малую конструктивную прочность; в конструкциях имеется сварной шов, не только йо слою алюминиевого сплава САМГ6), но и по второму,более прочному, чем сплав А.Г6, слою из стали Х18Н10Т; после сварки кряструкция не мо.жетобеспечить ра1вйопрочности, так как сло более прочного и ме-нее прочног-о сплава имеют примерно одинаковую толщину.
Известна также слоистая панель, йдин из слоев которой .:выполнен из высркопрочного несвариваемого сплава, а другой - из свариваемого сплава 2j. Недостатком такой конструкции является то, что слой свариваемого сплава обладает малой прочностью а для обеспечения равнопрочности панели толщину этого слоя выбирают большой, что утяжеляет панель.
Цель изобретения - снижение металлоемкости при обеспечении высокой прочности.
Для этого слой из свариваемого сплава выпшнен в виде расположенных вдоль краев слоя из юсвариваемого сплава полос, размеры которых выражены соотношения : .i вые.
tl,«4l..-l,5)
il
BblC.
5о,2
свt,--CT...25),
гдehcgиhg „ -тoлщинa слоев из свариваемого и высокопрочного несвариваемого сплавов, соответственно.
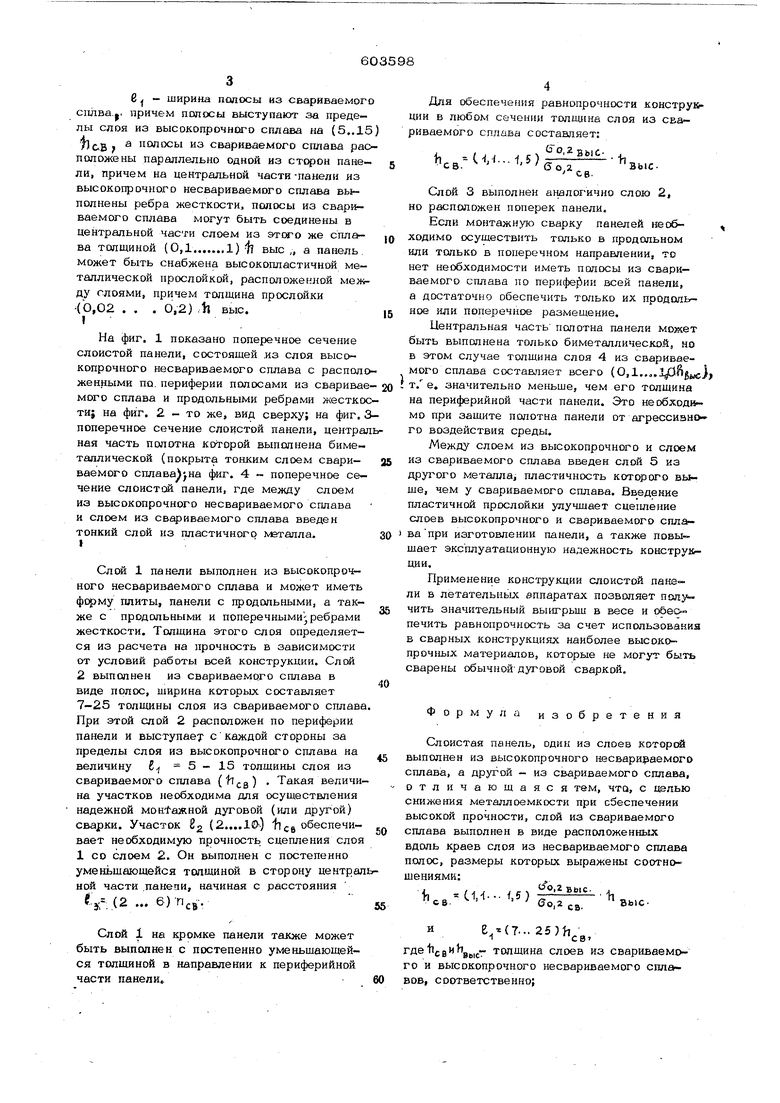
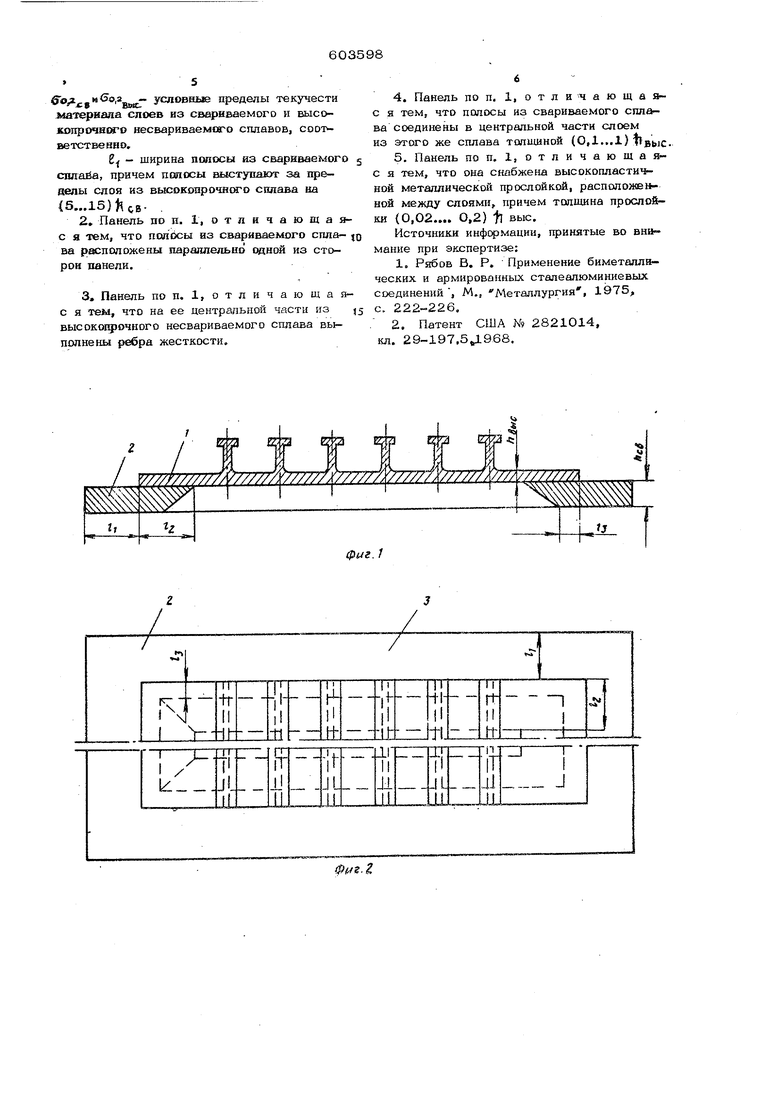
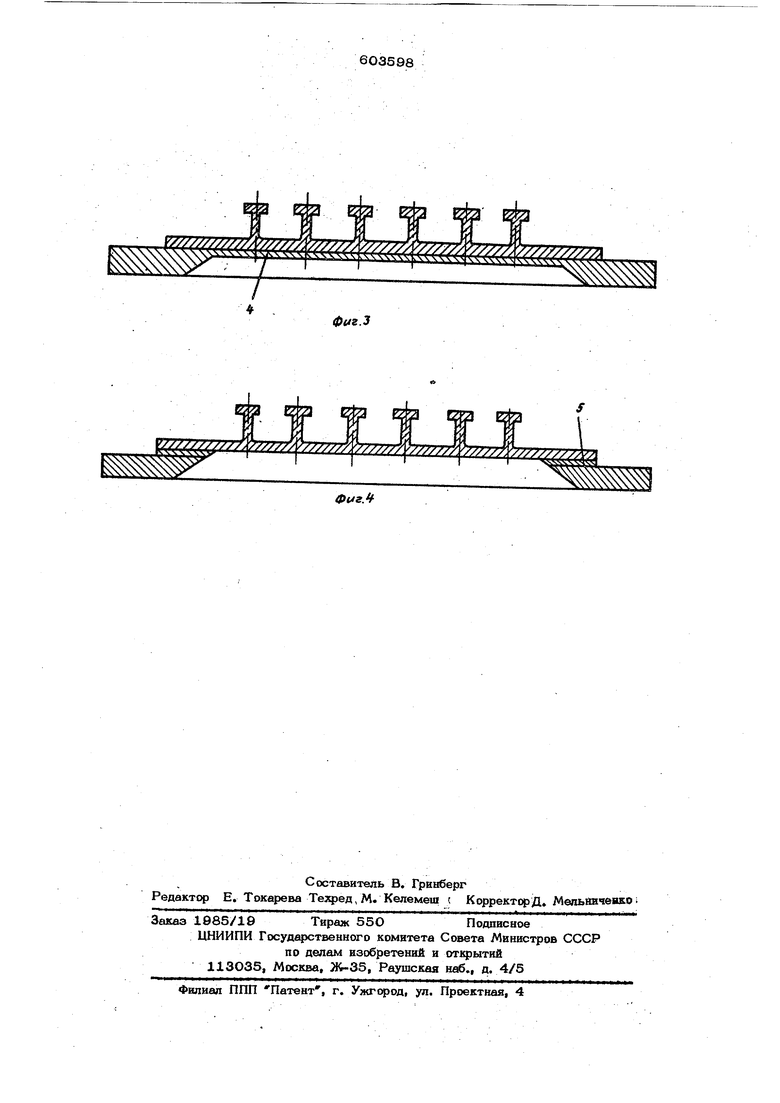
(о.асвИ о ль5еУ ° ® пределы -текучески: материала слоев из свариваемого и высокопрочного несвариваемого сплавов, соответст венно. б - ширина полосы из свариваемог сплва.. причем полосы выступают за пределы слоя из высокопрочного сплава на (5,.15 t)c.By пол1х;ы из свариваемого сплава рас положены параллельно одной из сторон панели, причем на центральной части-панели из высокопрочного несвариваемого сплава вььполнены ребра жесткости, полосы из свариваемого сплава могут быть соединены в центральной части слоем из же сплава толщиной (ОД1) вые „ а панель может быть снабжена высокопластичной металлической прослойкой, расположенной меж ду слоями, причем толщина прослойки -(Ь,02 . . . 0,2) .tl вые. На фиг. 1 показано поперечное сечение слоистой панели, состоящей .из слоя высокопрочного несвариваемого сплава с располо женными по. периферии полосами из сваривае мого сплава и продольными ребрами жестко ти; на фиг. 2 - то же, вид сверху; на фиг. поперечное сечение слоистой панели, центра ная часть полотна которой выполнена биметаллической (покрыта тонким слоем свариваемого сплава на фиг. 4 - поперечное сечение СЛОИСТ13Й панели, где между слоем из высокопрочного не сваривае мог о сплава и слоем из свариваемого сплава введен тонкий слой из пластичного металпа. Слой 1 панели выполнен из высокопрочного несвариваемого сплава и может иметь форму плиты, панели с продольными, а также с продольными и поперечными ребрами жесткости. Толщина этого слоя определяется из расчета на прочность в зависимости от условий работы всей конструкции. Слой 2 выполнен из свариваемого сплава в виде полос, ширина которых составляет 7-25 толщины слоя из свариваемого сплава При этой слой 2 расположен по периферии панели и высгупаеу с каждой стороны за пределы слоя из высокопрочного сплава на величину 6 5-15 толщины слоя из свариваемого сплава ( Такая величи на участков необходима для осуществления надежной мон:1-ажной дуговой (или другой) сварки. Участок fig (2.....10-} lice обеспечивает необходимую прочность сцепления слоя 1 со слоем 2. Он выполнен с постепенно уменьщаюшейся толщиной в сторону централ ной части .панепи, начиная с расстояния tj.:(2 ... 6)-Пев. Слой 1 на кромке панели также может быть выполнен с постепенно уменьшающейся толщиной в направлении к периферийной части панели.. Для обеспечения равнопрочности конструкг ции в любом сечении толищна слоя из свариваемого сплава составляет: 2 вы С- . (зо.а Слой 3 выполнен аналогично слою но расположен поперек панели. Если монтажную сварку панелей необходимо осуществить только в продольном или только в поперечном направлении, то нет необходимости иметь полосы из свариваемого сплава по периферии всей панели, а достаточно обеспечить только их продсшьное или поперечное размещение. Центральная часть пототна панели может быть выполнена только биметаллической, но Б этом случае толщина слоя 4 из свариваемого сплава составляет всего (O,l.,o,j/Jftg4(CJ ®« значительно меньше, чем его толщина на периферийной части панели. Это необходимо при защите полотна панели от агрессианеиго воздействия среды. Между слоем из высокопрочного и слоем из свариваемого сплава введен слой 5 из другого металла, пластичность которого выше, чем у свариваемого сплава. Вв едение пластичной прослойки улучшает сцетшение слоев высокопрочного и свариваемого стшавапри изготовлении панели, а также повышает эксплуатационную надежность конструкции. Применение конструкции слоистой панели в летательных аппаратах позволяет полу чить значительный выигрьш в весе и обео печить равнопрочность за счет использования в сварных конструкциях наиболее высокопрочных материалов, которые не могут быть сварены обычнойдуговой сваркой. Формула изобретения Слоистая панель, один из слоев которсй выполнен из высокопрочного несварираемого сплава, а другой - из свариваемого сплава, отличающаяся тем, что, с целью снижения металлоемкости при обеспечении высокой прочности, слой из свариваемого сплава выполнен в виде расположенных вдоль краев слоя из несвариваемого сплава полос, размеры которых выражены соотношениями:., «зо.гвыс. , .-f--- .5) (7... 25)fi где tig в и bg толщина слоев из свариваемого и высокопрочного несвариваемого сплавов, соответственно;
,г условные пределы текучести материала слоев из свариваемого и высокопрочного несвариваемого сплавов, соответственно,
6| - ширина полосы из свариваемого сплайа, причем полосы выступают за пределы слоя из В к:окот1рочнгаго сплава на (5.,.15).
2,Панель по п. 1, о т л и ч а ю щ а яс я тем, что полосы из свариваемого сплава расположены параллельно одной из сторон панели.
3,Панель поп. 1,отличающаяс я тем, что на ее центральной части из высокопрочного несвариваемого сплава выполнены ребра жесткости.
4.Панель по п. 1, отличающая с я тем, что полосы из свариваемого сплава соединены в центральной части слоем
из этого же сплава топишной (0,1...) выс
5.Панель по п. 1, отпичающаяс я тем, что она снабжена высокопластичной металлической прослойкой, расположенной между слоями, причем толщина прослойки (0,02.... О,2) h вые.
Источники информации, принятые во внимание при экспертизе:
1, Рябов В. Р. Применение биметаллических и армированных сталеалюминиевых соединений , М., Металлургия, 1975, с. 222-226,
. 2, Патент США N9 2821014, кл. 29-197,.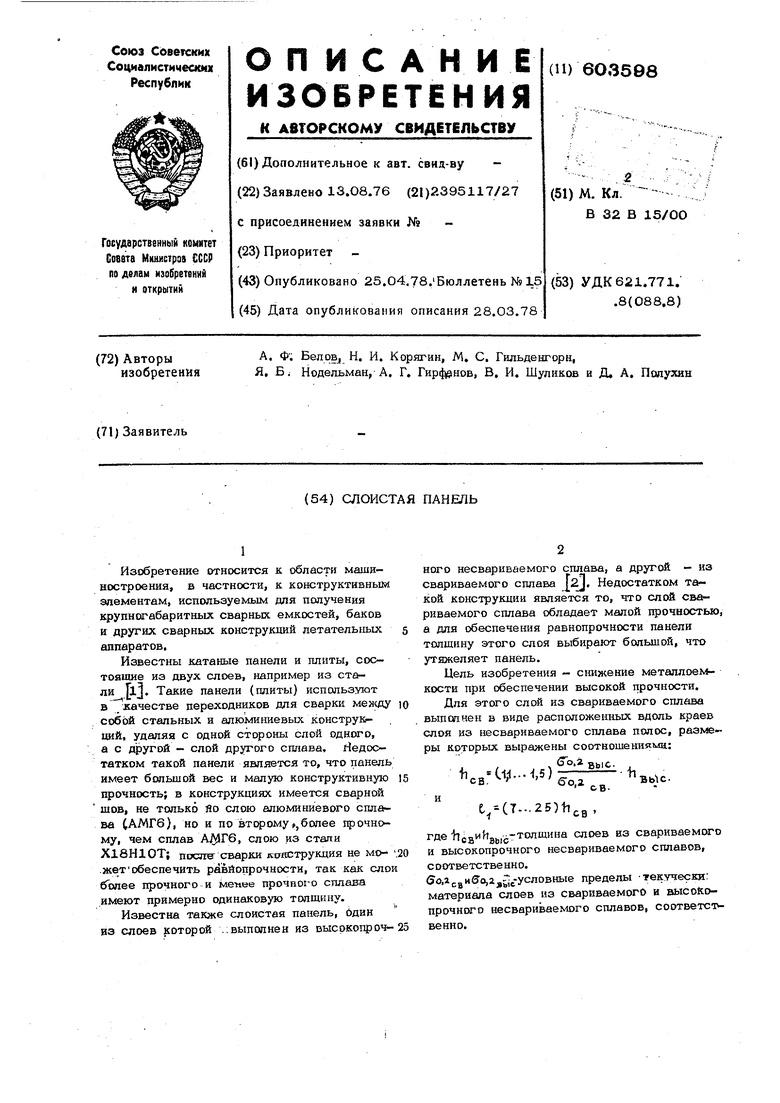
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТАЯ ПЛИТА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ БРОНИ | 1997 |
|
RU2102241C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2407640C2 |
| Способ изготовления ребристых панелей из трудносвариваемого материала и прессовый инструмент для осуществления этого способа | 1976 |
|
SU615976A1 |
| СПОСОБ В.С. ЮРКИНА ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С ПРОСЛОЙКАМИ ИЗ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ | 2005 |
|
RU2291771C1 |
| ГЕРМЕТИЧНОЕ КОРРОЗИОННОСТОЙКОЕ СОЕДИНЕНИЕ КОРПУСА СОСУДА И ТРУБОПРОВОДА ИЗ НЕСВАРИВАЮЩИХСЯ СВАРКОЙ ПЛАВЛЕНИЕМ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1997 |
|
RU2115522C1 |
| Способ сварки плавлением высокопрочных и разнородных сталей | 1976 |
|
SU659310A1 |
| Способ соединения титановых сплавов с алюминиевыми | 1974 |
|
SU562392A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2522505C1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2005 |
|
RU2293784C1 |
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
77727/М77 /////////
фиг.З
