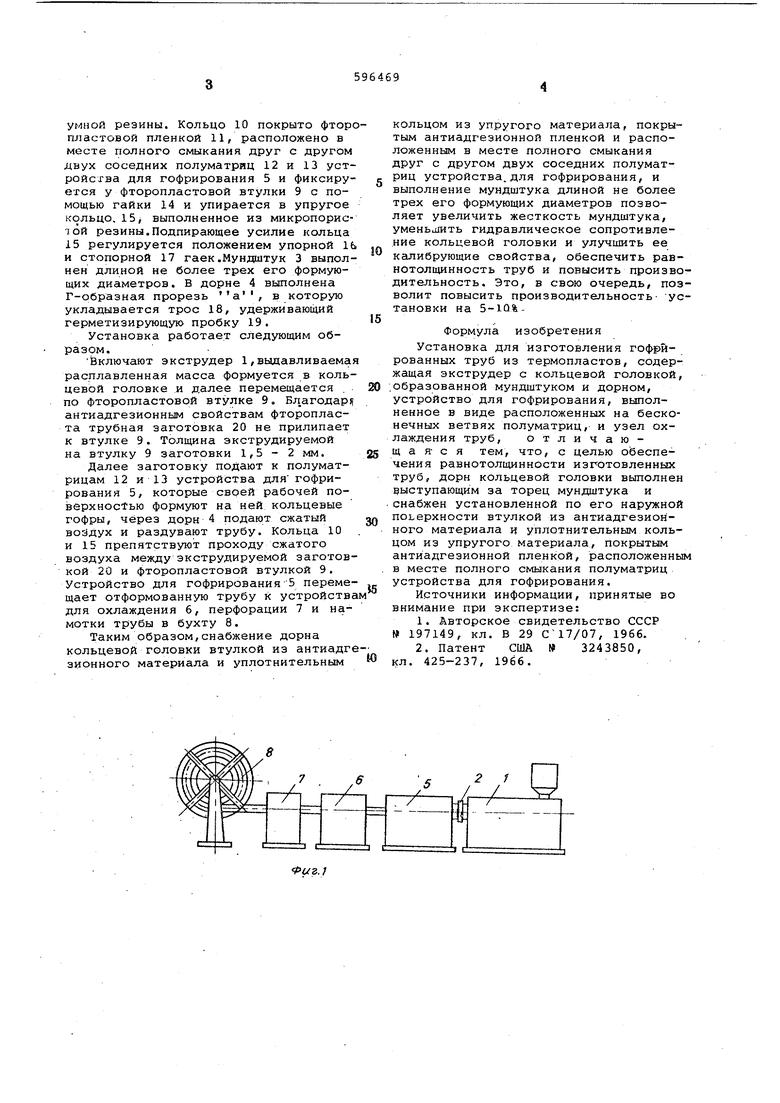
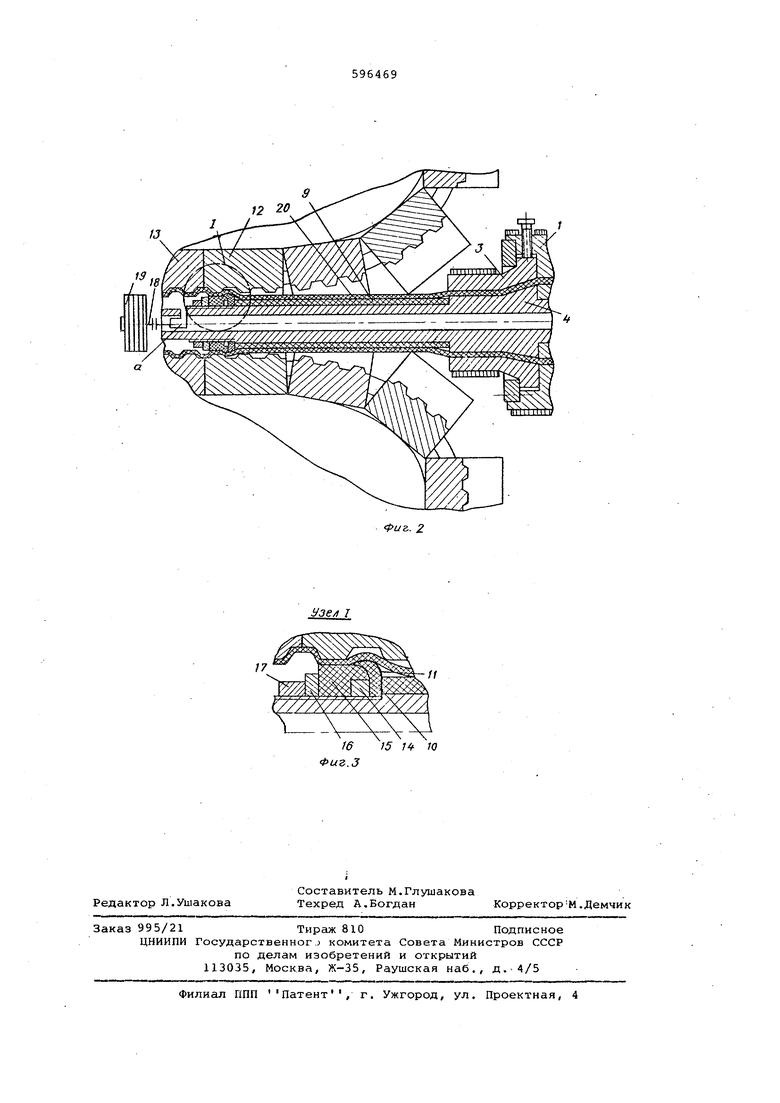
умной резины. Кольцо 10 покрыто фтор пластовой пленкой 11, расположено в месте полного смыкания друг с другом двух соседних полуматриц 12 и 13 устройства для гофрирования 5 и фиксируется у фторопластовой втулки 9 с помощью гайки 14 и упирается в упругое кольцо, 15/ выполненное из микропористой резины.Подпирающее усилие кольца 15 регулируется положением упорной 16 и стопорной 17 гаек.Мундштук 3 выполнен длиной не более трех его формующих диаметров, В дорне 4 выполнена Г-обраэная прорезь , в которую укладывается трос 18, удерживающий герметизирующую пробку 19. Установка работает следующим образрм. Включают экструдер 1,выдавливаема расплавленная масса формуется в кольцевой головке и далее перемещается . по фторопластовой втулке 9, Бл.агодар антиадгезионным свойствам фторопласта трубная заготовка 20 не прилипает к втулке 9. Толщина экструдируемой на втулку 9 заготовки 1,5 - 2 мм. Далее заготовку подают к полуматрицам 12 и 13 устройства для гофрирования 5, которые своей рабочей поверхносТью формуют на ней кольцевые гофры, через дорн 4 подают сжатый воздух и раздувают трубу. Кольца 10 и 15 препятствуют проходу сжатого воздуха между экструдируемой заготовкой 20 и фторопластовой втулкой 9. Устройство для гофрирования 5 перемещает отформованную трубу к устройств для охлаждения 6, перфорации 7 и намотки трубы в бухту 8. Таким образом,снабжение дорна кольцевой головки втулкой из антиадг зионного материала и уплотнительным кольцом из упругого материала, покрытым антиадгезионной пленкой и расположенным в месте полного смыкания друг с другом двух соседних полуматриц устройства.для гофрирования, и выполнение мундштука длиной не более трех его формующих диаметров позволяет увеличить жесткость мундштука, уменьишть гидравлическое сопротивление кольцевой головки и улучшить ее Ксшибрующие свойства, обеспечить равнотолщинность труб и повысить производительность. Это, в свою очередь, позволит повысить производительность- установки на 5-lQ%Формула изобретения Установка для изготовления гофрированных труб из термопластов, содержащая экструдер с кольцевой головкой, .образованной мундштуком и дорном, устройство для гофрирования, вьшолненное в виде расположенных на бесконечных ветвях полуматриц, и узел охлаждения труб, отличающаяся тем, что, с целью обеспечения равнотолщинности изготовленных труб, дорн кольцевой головки выполнен выступающим за торец мундштука и снабжен установленной по его наружной поьерхности втулкой из антиадгезионного материала и уплотнительным кольцом из упругого материала, покрытым антиадгезионной пленкой, расположенным в месте полного смыкания полуматриц устройства для гофрирования. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 197149, кл. В 29 СЧ7/07, 1966, 2.Патент США 3243850, кл. 425-237, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| Экструзионная головка для изготовления полых профильных изделий из полимерных материалов | 1989 |
|
SU1680547A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| СПОСОБ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ ЗАМКНУТОЙ КОНФИГУРАЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2518604C2 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для изготов-лЕНия ТРубОК из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU816771A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ЛЕНТЫ И УСТРОЙСТВА ДЛЯ ПОЛУЧЕНИЯ ТАБЛЕТКИ И ЭКСТРУЗИИ ФТОРОПЛАСТОВОЙ ЛЕНТЫ | 1993 |
|
RU2085373C1 |
2 1
J.S.
12
13
pu&. 2
///7( X
w 15
Фиг.З
