(54) ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная головка для изготов-лЕНия ТРубчАТыХ издЕлий из пОлиМЕР-НыХ МАТЕРиАлОВ | 1979 |
|
SU835803A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Экструзионная головка для изготовления полых профильных изделий из полимерных материалов | 1989 |
|
SU1680547A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| Утановка для нанесения полимерных покрытий на цилиндрические изделия экструзией | 1975 |
|
SU547366A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
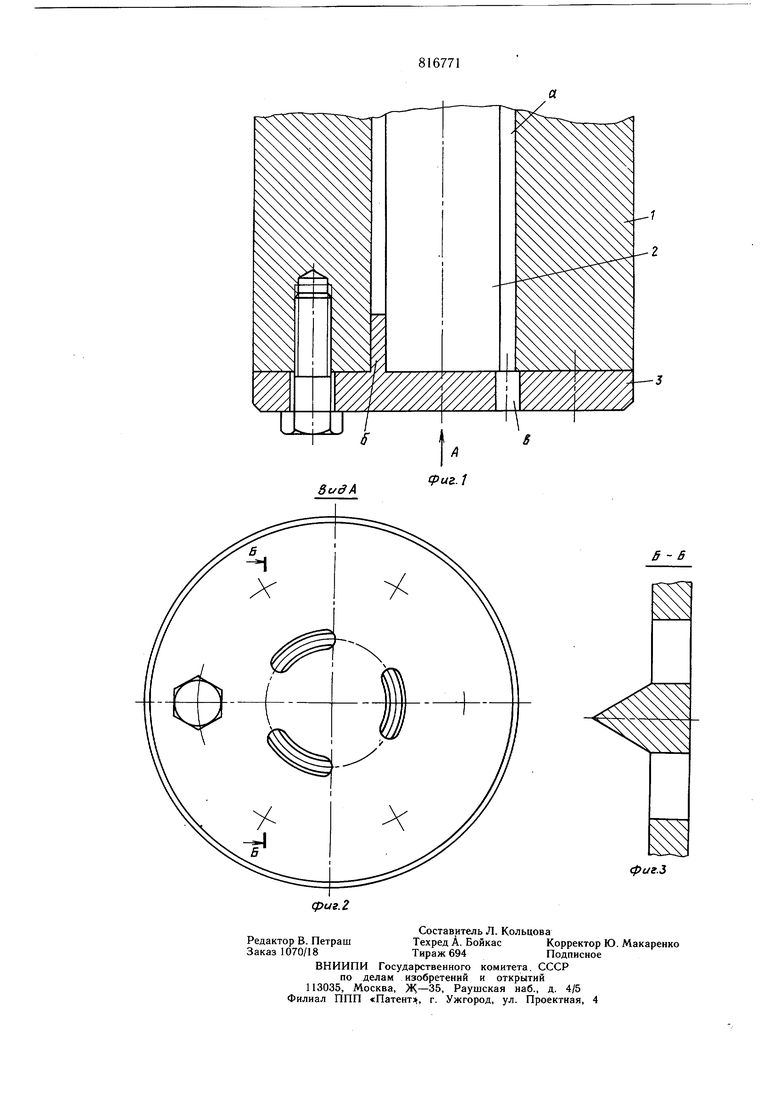
Изобретение относится к производству экструдируемых изделий из полимерных материалов, например трубок из фторопласта, и может быть использовано в машиностроительной, авиационной и других областях промышленности. Известна экструзионная головка для изготовления трубок из полимерных материалов, содержащая корпус, мундштук и дорн, образующие между собой кольцевую ш,ель для расплава полимера, причем дорн снабжен наконечником, соединенным с плунжером 1. В известной головке регулирование кольцевой шели осуществляется за счет перемещения наконечника дорна плунжером. Однако наличие плунжера, соединенного с гидросистемой, усложняет конструкцию головки Наиболее близкой по технической сущности к предлагаемой является экструзионная головка для изготовления трубок из полимерных материалов, содержащая мундщтук и дорн, смонтированный в полости мундщтука с образованием между ними кольцевой щели для прохода полимера. Регулирование кольцевого зазора в головке осуществляется за счет перемещения мундщтука в радиальном направлении с помощью регулировочных винтов 2. Однако в процессе эксплуатации головки не исключается вероятность брака по сверхдопустимой разпотолщинности стенок изготавливаемых трубок, что является следствием нарушения соосности мундштука и установленного консольно дорна особенно в начальный момент экструзии. Нарушение соосности может происходить за счет того, что в начале экструзии, особенно трубок из фторопласта, под действием силы, создаваемой нагнетающим элементом экструдера, происходит заполнение полости головки экструдатом, т. е. переформовка таблетки материала, опрессовывание дорна и затем истечение экструдата через кольцевую щель головки. Длительность переформовки колеблется от 0,5 до 1,5 мин в зависимости от диаметра экструдируемой трубки, но и за это время может произойти нарушение соосности дорна и мундщтука (при горизонтальном расположении экструдера и больщой консольности дорна). Цель изобретения - повышение размерной точности и качества трубок. Указанная цель достигается тем, что экструзионная головка для изготовления трубок из полимерных материалов, содержащая мундштук и дорн, смонтированный в полости мундштука с образованием между ними кольцевой щели для прохода полимера, снабжена установленным на мундштуке съемным насадком, выполненным с центрирующими выступами, размещенными в кольцевой щели между дорном и мундштуком, и сквозными отверстиями, расположенными между центрирующими выступами. Кроме того, центрирующие выступы расположены равномерно по окружности. На фиг. 1 изображена экструзионная головка, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2. Экструзионная головка содержит мундштук 1, дорн 2, смонтированный консольно в полости мундштука 1 с образованием между ними кольцевой щели а для прохода полимера, и установленный на мундщтуке съемный насадок 3, выполненный с центрирующими выступами б, размещенными в кольцевой щели а, и сквозными отверстиями в, расположенными между центрирующими выступами б, которые размещены равномерно по окружности. Устройство работает следующим образом. В начальный момент экструзии к торцу мундштука I крепится насадок 3, происходит заполнение полимером полости головки, переформовка таблетки материала в полости головки, опрессовка дорна 2, при этом центрирующие выступы б насадка 3, расположепные в кольцевой щели а головки, жестко фиксируют дорн 2 относительно мундштука 1, предотвращая их взаимное перемещение под действием усилий, имеющих место в начальной стадии экструдирования. Некондиционный экструдат истекает через сквозные отверстия в насадка 3. После стабилизации процесса, когда дорн займет устойчивое положение, насадок 3 снимается, и начинается основной процесс экструзии. Предлагаемое изобретение за счет использования насадка с центрирующими выступами позволяет обеспечить получение равнотолщинных трубок, повысить их качество, снизить процент брака. Формула изобретения I. Экструзионная головка для изготовления трубок из полимерных материалов, содержащая мундштук и дорн, смонтированный в полости мундщтука с образованием между ними кольцевой щели для прохода полимера, отличающаяся тем, что, с целью повыщения размерной точности и качества трубок, головка снабжена установленным на мундщтуке съемным насадком, выполненным с центрирующими выступами, размещенными в кольцевой щели между дорном и мундщтуком, и сквозными отверстиями, расположенными между центрирующими выступами. 2. Головка по п. 1, отличающаяся тем, что центрирующие выступы расположены равномерно по окружности. Источники информации, принятые во внимание при экспертизе 1.Завгородний В. К. Оборудование предприятий по переработке пластмасс. Л., «Химия, 1972, с. 301-302, рис. VI.496. 2.Завгородний В. К. Оборудование предприятий по переработке пластмасс. Л., «Химия, 1972, с. 292 (прототип).
