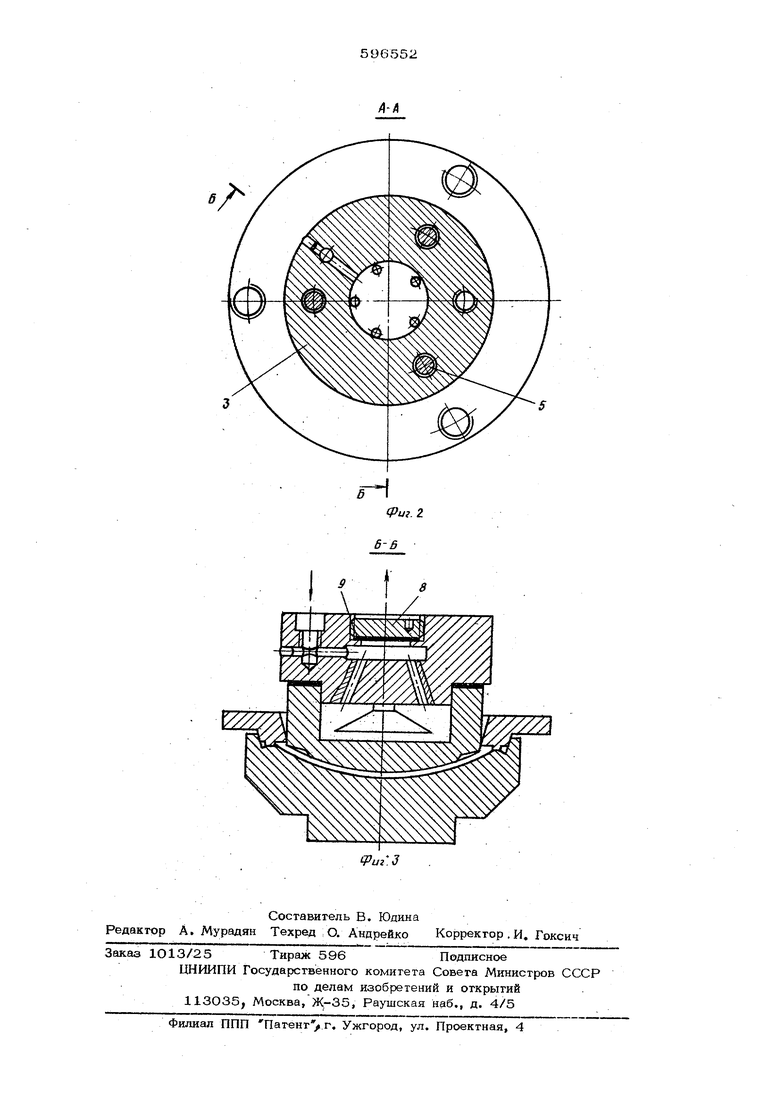
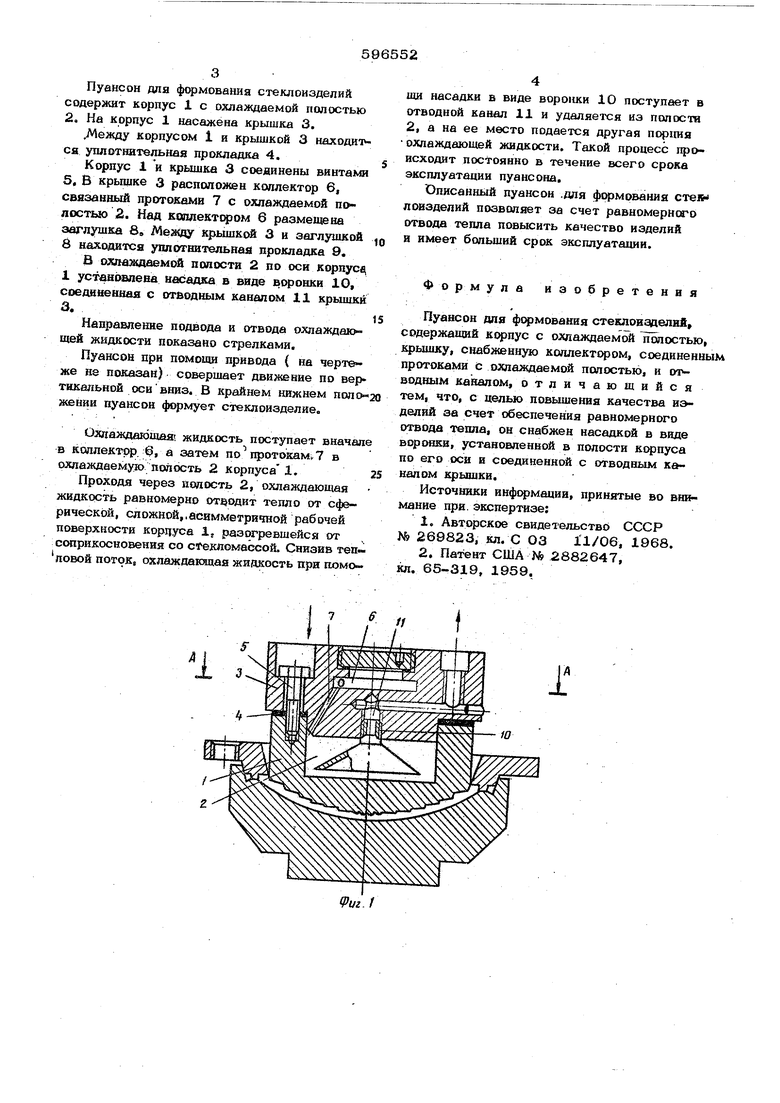
Пуансон для формования стеклоизделий содержит корпус 1 с охлаждаемой полостью 2, На корпус 1 насажена крышка 3. .Между корпусом 1 и крьлшкой 3 находит ся уплотвительная проклад1са 4. Корпус 1 и крышка 3 соеяинены винтами S, В крьпцке 3 расположен коллектор 6, связанный протокамв 7 с охлаждаемой полостью 2. Над коллектором 6 размешена заглушка S, Мвзкау крышкой 3 и заглушкой S находится уплотвительная прокладка 9. В охлаждаемой полости 2 по оси корпусу 1 установлева насадка в виде воронки Ю, соеднвенная с отводным каналом 11 крышки 3. Направление подвода и отвода охлаждак шей жидкости показано стрелками. Пуансон при помощи привода ( на черте же не показан) совершает движение по вер тикшшной осивннз. В крайнем нижнем поло жении пуансон формует стеклоизделие. Охиаждающая жидкость поступает вначал в коллектор, 6, а затем по/протокаму 7 в охлаждаемую полость 2 корпуса 1. Проходя через волость 2, охлаждающая жидкость равномерно тепло от сферической, сложной,.асимметричной рабочей поверхности корпуса 1, разогревшейся от соприкосновения со стекломассой. Снизив теп левой поток, охлаждающая жидкость при иомоищ насадки в виде воронки 10 поступает в отводной канал 11 и удаляется из полости 2, а на ее место подается другая поркия охлаждающей жидкости. Такой процесс щ)снисходит постоянно в течение всего срока эксплуатации пуансона. Описанный пуансон .для ффмования сте лоизделий позволяет за счет равномерного отвода тепла повысить качество изделий и имеет больший срок эксплуатации. Формула изобретен Пуансон для формования стекловэделиб содержащий корпус с охлаждаемой Итолостью, крышку, снабженную коллектором, соединенным протоками с охлаждаемой полостью, и oi водным каналом, отличающийся тем, что, с целью повышения качества иэделий за счет обеспечения равномерного отвода тепла, он снабжен насадкой в виде воронки, установленной в полости корпуса по его оси и соединенной с отводным каналом крышки. Источники информации, принятые во внимание при. экспертизе: 1.Авторское свидетельстве СССР N9 269823, кл. С ОЗ 11/06, 1968. 2,Патент США М 2882647, кл. 65-319, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для формования стеклоизделий | 1980 |
|
SU962222A2 |
| Инструмент для формования стеклоизделий | 1981 |
|
SU977414A1 |
| Пуансон для изготовления стекло-издЕлий | 1979 |
|
SU837942A1 |
| Устройство для формования стеклоизделий | 1980 |
|
SU947098A1 |
| Паунсон для изготовления стеклоизделий | 1976 |
|
SU596551A1 |
| Пуансон для изготовления стеклоизделий, преимущественно чашек Петри | 1991 |
|
SU1830386A1 |
| Пуансон для изготовления стеклоизделий | 1979 |
|
SU872466A2 |
| Пуансон для прессования стеклоизделий | 1978 |
|
SU783247A1 |
| Устройство термического обезвреживания газов | 1989 |
|
SU1605093A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097342C1 |