Изобретению, относится к сте.колтп- ной промышленности и может быть использовано при обработке листового стекла, например, в механизированных поточных линиях для комплексной обработки листового стекла.
Цель изобретения - унеличение производительности за счет совмещения операций разломки и разведения.
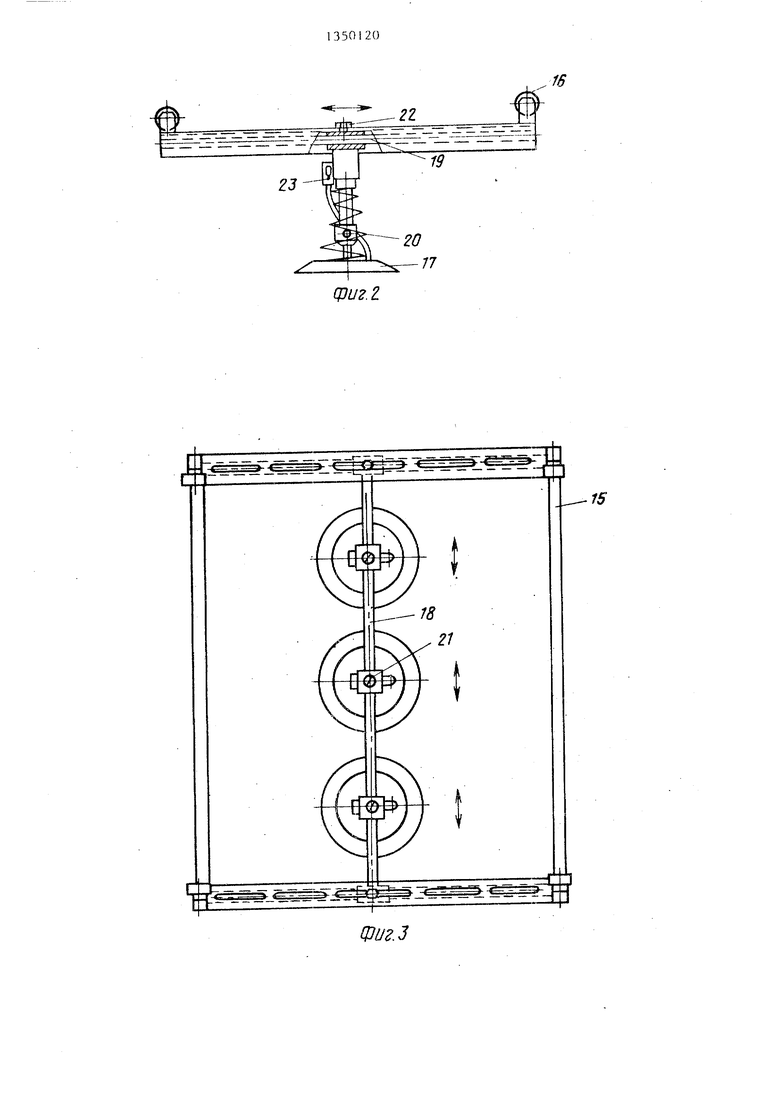
На фиг. 1 изображено устройство, общий вид; на фиг, 2 - каретка с вакуум-присоской; via фиг. 3 - то же, вид в-плане; на фиг. 4 - пневматическая схема подъемно-опускного механизма .
Устройство включает направляющую , которая перемещается по балке 2. К направляющей 1 жестко крепится подъемно-опускной механизм 3. Направляющая 1 содержит общую раму 4, на которой смонтированы шариковые направляющие 5, система вакуумирова- ,ния, пневмосистема, два пневмоцилинд- ра 6 подъема и пневмодилиндроподдерж- ки 7, штоки которых жестко соединены каркасом 8.
Подача воздуха в пневмоцилиндры 6 осуществляется посредством пневмо- распределителя 9 и в пневмоцилиндр 7 через редукционный 10 и предохранительный 11 клапаны.
В штоковыеполости пневмоцилинд- ров 6 воздух подается под давлением, имеющихся в заводских пневмосетях, т.е. 0,4 МПа. В штоковую полость пневмоцилиндра 7 для исключения раздавливания листа стекла силой тяжести рамы 8 при опускании рамы на стекло постоянно подается давление, регулируемое, и устанавливаемое редукционным 10 и предохранительным 1 клапанами. Давление регулируется таким образом, чтобы лист стекла воспринимал минимальное усилие при опущенной раме 8, но и не препятствовал бы опусканию рамы 8 при прекращении подачи воздуха в штоков.ые полости пнев- моцилиндров 6.
Конструктивно в штоковую полость пневмоцилиндра 7 подается давление 0,15 МПА и лист стекла, при опу1цен- ном каркасе 8 направляющей 1, воспринимает давление силы тяжести, ранное 10 кг. Каркас 8 имеет направляющие 12, расттоложенные параллельно, плоскости стекла, по которым перемещаются каретки 13. Последние соединены между собой и совершают возвратпо-пос Г уи.тгРлыч.К: ni. pc.rif uir.HHH по нап- рапляю цим 2 с помощью ппевмопи.чинд- рои 14. Каретка 13 иредста.11яет со- боГ свар1той каркас 5 на котором смонтировапы опоры 16 качения, ваку-
умприсоски
направляющие 18 и 19.
5
0
5
0
5
0
5
0
5
Вакуумприсоски 17 соединены с кареткой игарнирно через ось 20 вращения и возможность перемещаться по направляющей 18, которая в свою очередь может перемещаться по направляющим 19. Перемещая вякуумприсоски 17 по направляющей 18 и фиксируя их в необходимом положении винтами 21, а направляющие 18 по направляющим 19 и фиксируя винтами 22, вакуумприсос- ки 17 могут устанавливаться в положении, необходимом для получения любого типоразмера листового стекла. В зависимост-и от разламываемых типоразмеров стекла распределителями 23 могут отключаться как отдельные вакуумприсоски, так и полностью все вакуумприсоски кареток, не участвующие в захвате и разломе листа стекла .
При необходимости разломки листа стекла на крупные типоразмеры в работу устройства вводятся пневмоцилиндры 24 поддержки.
Надрезанный лист 25 стекла подается на стол 26 ломки бортов. Разломанные форматы стекла укладываются на приемный рольганг 27 в стопы 28.Уст- ройстйо позволяет обрабатывать лист стекла с максимальными габаритами 2x3 метра и разламывать его на пять и менее частей. Работает устройство в автоматическом режиме.
Устройство работает следующим образом.
Надрезанный на форматы лист 25 стекла поступает на стол 26, после чего подается команда на срабатывание пневмораспредехсителя 9 подъемно- опускного механизма 3. Посредством пневмораспределите1 я 9 в щтоковые полости пневмоцилиндров 6 прекращается подача воздуха под Давлением.Под действием силы тяжести каркаса 8 воздух, имевшийся в штоковьк полостях пневмоцилиндров 6, начинает вытесняться, а имеющийся в штоковой полости пневмоцилиндра 7 - сжиматься, вызывая повышения давления отрегулированного и поддерживаемого редукционным 1 О и предохранительным 11 клапанами. Избыток давления открьгоает предохранительный клапан 11, воздух стравливается и каркас 8 начинает плавно опускаться. При достижении вакуумприсосками 17 плоскости стекла действие силы тяжести каркаса 8 прекращается, предохранительный клапан 1 закрывается, каркас 8 останавливается, давя на стекло с ини- мальным усилием. Остальной вес каркаса 8 удерживается пневмоцилиндром 7, в штоковую полость которого постоянно подается воздух под давлением Вакуумприсоски 17 соединя19тся с ва- куумсистемой, происходит схватывание стекла. После набора достаточного вакуума по команде электроконтактного вакууметра срабатывает пневмо- распределитель 9, в гатоковые полоски пневмоцилиндров 6 подается под давлением воздух, каркас 8 с листом стекла поднимается вверх. При срабатывании датчика верхнего положения направляющая 1 перемещается по балке 2 и транспортирует лист стекла на позицию укладки. Здесь посредством пневмоцилиндров 14 происходит раздвижка кареток 13, вследствии чего Вакуумприсоски за счет имеющихся осей 20 вращения совершают наклон. Создается изгибающее усилие, необходимое и достаточное для разлома листа стекла на форматы, лист стекла разламьшается по линиям надреза.После разлома листа подается команда на срабатывание пневмораспределителя 9 и каркас 8 с разведенными форматами плавно опускается вниз. Работа и механизм плавного опускания рамы описаны ранее. При достижении форматов
501204
стекла плоскости рольганга 27 или поверхности набираемых стоп 28 подается команда на развакуумирование, полости вакуумприсосок 17 отключаются от вакуумсети и в них подается воздух. После отлипания стекол каркас 8 поднимается вверх, каретки 13 сводя.т- ся, направляющая 1 возвращается на
Q исходную позицию, над столом 26, куда подается очередной надрезанный лист 25 стекла.
Устройство для разделения листов стекла позволяет осуществлять опера 5 ции разлома стекла на форматы, разведение форматов, транспортировку и укладку форматов в стопы. За счет этого экономятся производственные площади, сокращается время обработки
2Q стекла, вследствии чего увеличивается производительность труда, уменьшается металлоемкость оборудования для комплексной обработки листового стекла.
Формулаизобретения
Устройство для разделения листов стекла, содержащее раму с направляю- , щей, на .которой смонтированы с возможностью возвратно-поступательного перемещения каретки с вакуум-присосками, от личающееся тем, что, с целью повышения производительности за счет совмещения операций разломки и разведения, каждая вакуум-присоска снабжена пневморас.преде- лителем, шарнирно соединена с кареткой и установлена на ней с возмож- ностью фиксированного перемещения.
77
фиг. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |
| Установка для обработки листового стекла | 1990 |
|
SU1768533A2 |
| Устройство для отделения припуска по линии надреза на листе стекла | 1983 |
|
SU1162758A1 |
| УСТРОЙСТВО для РАЗЛОМКИ и РАЗВЕДЕНИЯ ЛИСТОВ | 1973 |
|
SU397484A1 |
| Установка для раскроя ленты стекла на форматы | 1979 |
|
SU881020A2 |
| Установка для обработки листового стекла | 1987 |
|
SU1530582A1 |
| УСТРОЙСТВО для МЕХАНИЗИРОВАННОЙ РЕЗКИ СТЕКЛА | 1973 |
|
SU370182A1 |
| Устройство для съема листов стекла с конвейера | 1989 |
|
SU1723056A1 |
| Способ резки листового стекла и устройство для его осуществления | 1982 |
|
SU1087477A1 |

Изобретение относится к стекольной промышленности и может быть использовано при обработке листового с.текла, например в механизированных поточных линиях для комплексной обработки листового стекла. Целью изобретения является увеличение производительности за счет совмещения операций разломки и разведения. Устройство содержит раму 4 с направляющей 12, на которой смонтированы каретки 13 с вакуум-присосками 17. Каретки 13 установлены с возможностью возвратно-поступательного перемещения по направляющей. Каждая ваку м-при- соска ша рнирно соединена с кареткой и установлена на ней с возможностью фиксированного перемещения. Подача воздуха регулируется пневмораспреде- лителем, укрепленным на каяодой вакуум-присоске. Устройство обеспечивает экономию производственной площади, сокращение времени обработки и повышение производительности труда. 4 ил. с (О (Л с № в 6 6 J 7 5 оо ел ND О м X / 27 Фиг.1 I 26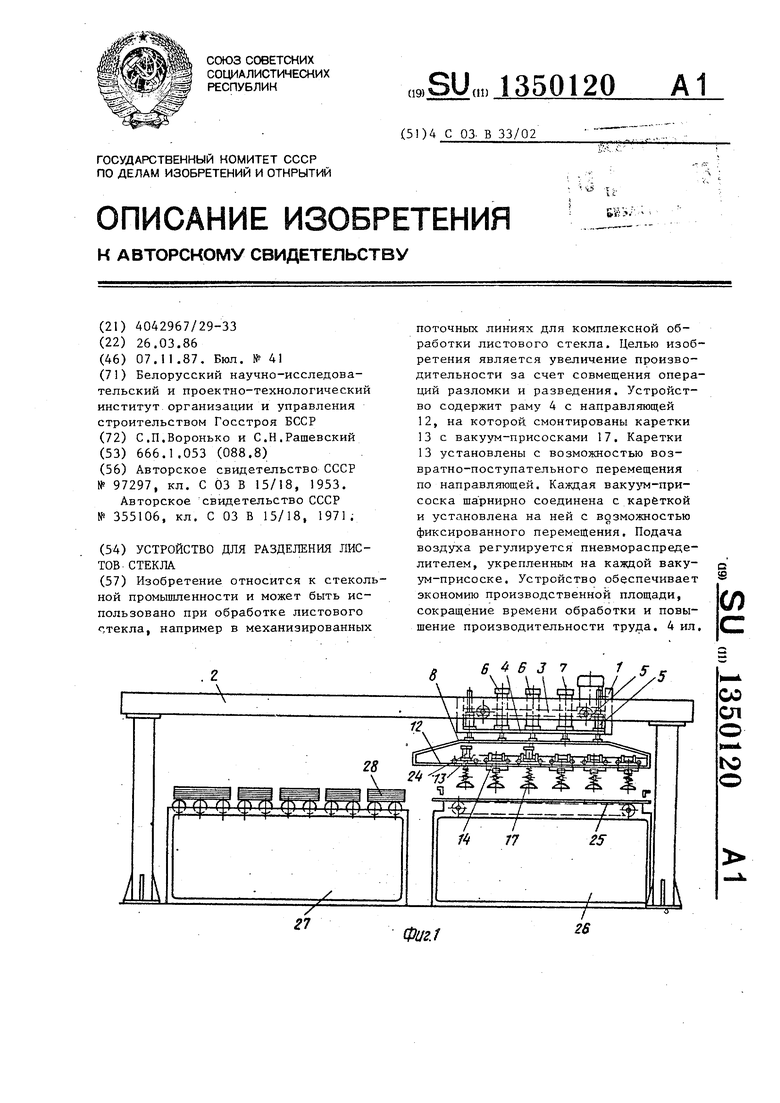
Фиг.З
Редактор Н.Лазаренко
Составитель Н.Борисова Техред А.Кравчук
Заказ 5224/21Тираж 428Подписное
BHPfflTlH Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.П11оектиая, 4
0
сригМ
Корректор И.Эрдейи
| Устройство для отломки и укладки листов стекла, вырабатываемых машиной вертикального вытягивания | 1953 |
|
SU97297A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| МОСТОВОЙ КРАН | 0 |
|
SU355106A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
