1
Изобретение относится к волочильному производству.
Известна волока для волочения круглых профилей, содержащая овальную обжимную зону, образующую в поперечном сечении лункообразные выемки параболической формы i.
Известна также волока с рабочимканалом, содержащим обжимную зону конической формы, на поверхности которой в виае диаметральных перепадов выполнены ступенчатые выемки, а также калибрующую и выходную зоны 2Т.
Недостатками известных волок а&аяются трудоемкость их изготовления и не5 довлетворительная для процесса волочения - обкатки с низкочастотными колебач ниямн наклонного инструмента геометрия обжимной зоны. В результате нагнетания металла в выемки указанной конфигурации и нарушения, смазочного слоя наблюдаются трещинообразование, обрывность и явления налипания металла на зеркало волочильной матрицы. Это приводит к низкому сроку службы канала при обработке волочением в
условиях нарушения ос.евой симметрии деформирования наклонной обкатывающейся волокой.
С целью улучшения условий юмазки в процессе волочения - обкатки при упрощении изготовления волоки обжимная зона выполнена в виде сборньтх секторных вкла -дышей, внутренний рабочий контур которых в поперечном сечении образован эксцентричными относительно оси волоки поверх ностями так, что в местах сопряжения секторных вкладышей имеются выемки, а л продольном сечении рабочий контур образован впадиной переменного по длине про фкля вплоть до калибрующей зоны.
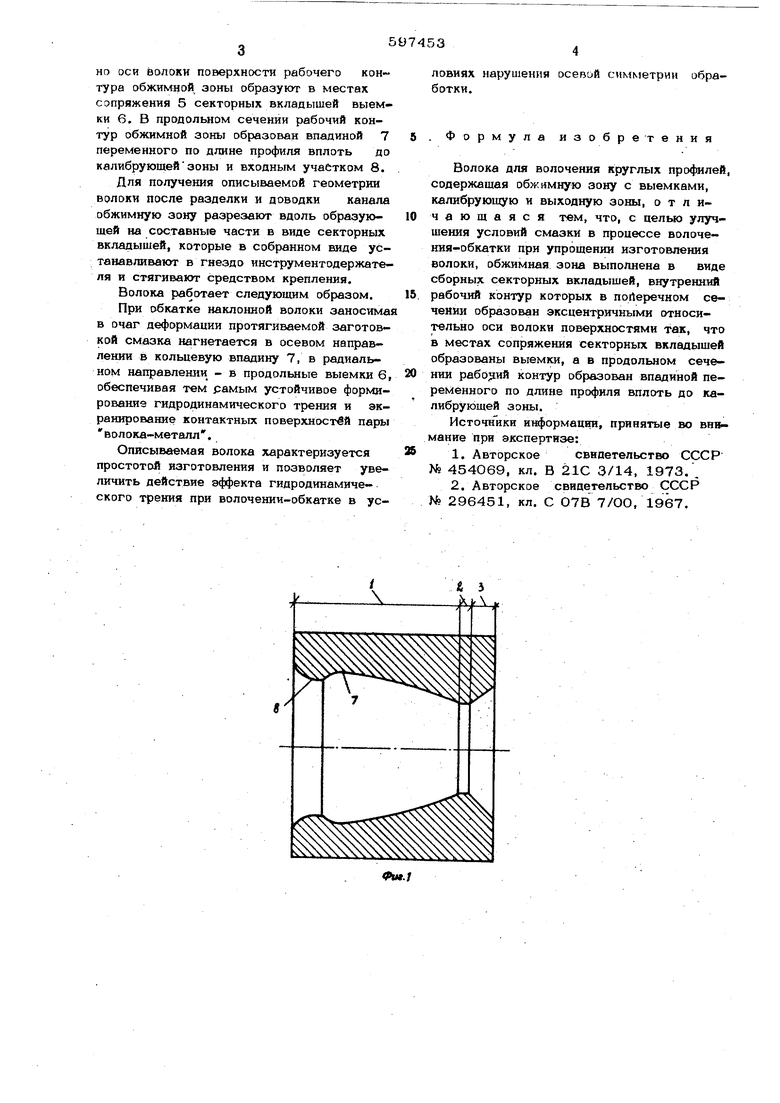
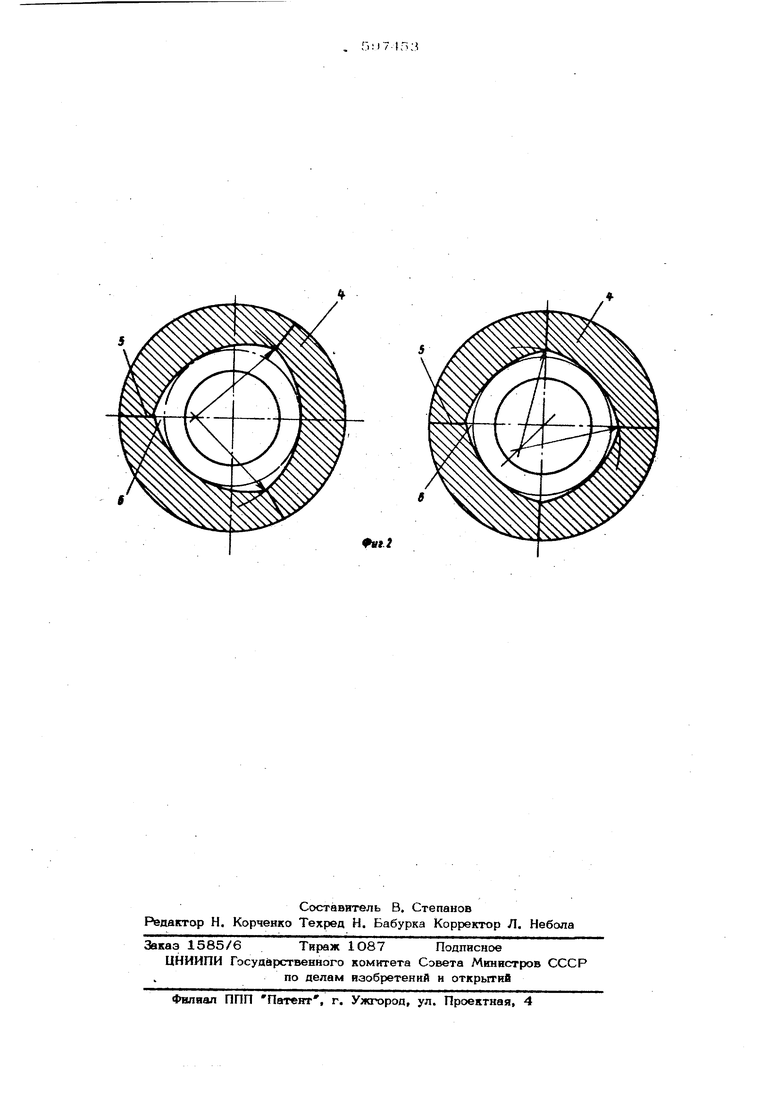
На фиг. 1 показан рабочий канал пред. лагаемой вола1Ш, продольный разрез; на фиг. 2 - возможные варианты поперечного сечения обжимной зоны.
Волока содержит канал, образованный обжимной зоной 1, последовательно сопряженной с калибрукхдей зоной 2 и выходной зоной 3. Об химнар зона вьшолнена в вида сборных секторных вкладышей 4. В none-i речном сечении эксцентричные относительно оси волоки поверхности рабочего кон тура обжимной зоны образуют в местах сопряжения 5 секторных вкладышей выемки 6. В продольном сечении рабочий контур обжимной зоны образован впадиной 7 переменного по длине профиля вплоть до калибрующей зоны и входным участком 8. Для получения описываемой геометрии волоки после разделки и доводки канала обжимную зону разрезают вдоль образующей на составные части в виде секторных вкладышей, которые в собранном виде устанавливают в гнездо инструментодержателя и стягивают средством крепления. Волока работает следующим образом. При обкатке наклонной волоки заносима в очаг деформации протягиваемой заготовкой смазка нагнетается в осевом направлении в кольцевую впадину 7, в радиальном направлении - в продольные выемки 6 обеспечивая тем рамым устойчивое формирование гидродинамического трения и экранирование контактных поверхностей пары волока-металл ,
Описываемая волока характеризуется простотой изготовления и позволяет увеличить действие эффекта гидродинамического трения при волочении-обкатке в условиях нарушения осевой симметрии обработки.
. Формула изобретения
Волока для волочения круглых профилей, содержащая обжимную зону с выемками, калибрующую и выходную зоны, о т л ичающаяся тем, что, с целью улучщения условий смазки в процессе волочения-обкатки при упрощении изготовления волоки, обжимная зона выполнена в виде сборных секторных вкладыщей, внутренний
рабочий контур которых в пойеречном сечении образован эксцентричными относительно оси волоки поверхностями так, что в местах сопряжения секторных вкладышей образованы выемки, а в продольном сечеНИИ рабочий контур образован впадиной переменного по длине профиля вплоть до калибрующей зоны.
Источники информации, принятые во вн№мание при экспертизе:
1. Авторское свидетельство СССР № 454069, кл. В 21С 3/14, 1973. , 2. Авторское свидетельство СССР № 296451, кл. С 07В 7/00, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКА ДЛЯ ДЕФОРМАЦИИ КРУГЛЫХ ПРОФИЛЕЙ | 1998 |
|
RU2142350C1 |
| ВОЛОКА ДЛЯ ДЕФОРМАЦИИ КРУГЛЫХ ПРОФИЛЕЙ | 1998 |
|
RU2142351C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИМА ЗАГОТОВКИ | 2009 |
|
RU2481908C2 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2086323C1 |
| Волока | 1987 |
|
SU1454533A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРЕХГРАННОГО ПРОФИЛЯ | 2005 |
|
RU2282514C1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
| Волока для волочения изделий | 1987 |
|
SU1438873A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
. 3
г2
