Изобретение относиться к обработке металлов давлением и может быть использовано для изготовления прутков, проволоки, труб.
Известна волока для волочения круглых профилей по SU №597453, 27.02.1978 имеющая рабочую поверхность, образованную калибрующим, формообразующим, формоизменяющим и входными участками. Волока состоит из составных частей в виде секторных вкладышей, которые устанавливаются в гнездо инструментодержателя. В рабочем контуре обжимной зоны предусмотрены в осевом направлении кольцевая впадина, а в радиальном направлении - продольные выемки для образования в них смазки, что обеспечивает устойчивое формирование гидродинамического трения.
Недостатком известной волоки является невозможность подачи жидких смазок в очаг деформации.
Задачей изобретения является создание волоки с возможностью подачи смазки в очаг деформации для снижения трения в зоне обжатия заготовки.
Техническим результатом является улучшение качества поверхности заготовки, за счет снижения трения в зоне обжатия заготовки.
Указанный технический результат обеспечивает волока, имеющая рабочую поверхность, образованную калибрующим, формообразующим, формоизменяющим и входным участками, при этом она выполнена сборно-разборной, состоящей из последовательно установленных и удерживаемых в обойме калибрующей, формообразующей, формоизменяющей частей, при этом на стыках формообразующей и формоизменяющей частей в волоке выполнен соединенный со штуцером канал для подачи смазки к заготовке в области обжатия в процессе волочения.
Появляется возможность подачи жидких смазок в зону обжатия, что приводит к снижению трения между волокой и заготовкой.
Изобретение поясняется графически, где на чертеже показана волока для волочения заготовок.
В обойму 1 вставляется калибрующая часть 2, за ней - формообразующая часть 3 и формоизменяющая часть 4, последней вставляется входная часть 5. Через штуцер 6 в канал 7 подается смазка.
Волока работает следующим образом.
Предварительно обработанный конец заготовки вставляют в волоку, со стороны калибрующей части 2 волоки, осуществляют захват конца заготовки тянущим устройством. В процессе волочения заготовка проходит формоизменяющую часть 4 и формообразующую часть 3 волоки. На этих участках на заготовку попадает смазка, которая подается штуцером 6 в канал 7. Затем заготовка попадает в калибрующую часть 2 и выходит из волоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЕЙ | 1991 |
|
RU2030237C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2669260C1 |
| Волока | 1987 |
|
SU1454533A1 |
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
Волока предназначена для повышения интенсивности протяжки и улучшения поверхности металла при изготовлении прутков, проволоки, труб и трубных заготовок. Волока имеет рабочую поверхность, образованную калибрующим, формообразующим, формоизменяющим и входным участками. Снижение силы трения в очаге деформации обеспечивается за счет того, что волока выполнена сборно-разборной, состоящей из последовательно установленных и удерживаемых в сборно-разборной обойме калибрующей, формообразующей, формоизменяющей и входной частей, при этом на стыках формообразующей и формоизменяющей частей в волоке выполнен соединенный со штуцером канал для подачи в процессе волочения смазки к заготовке в области ее обжатия. 1 ил.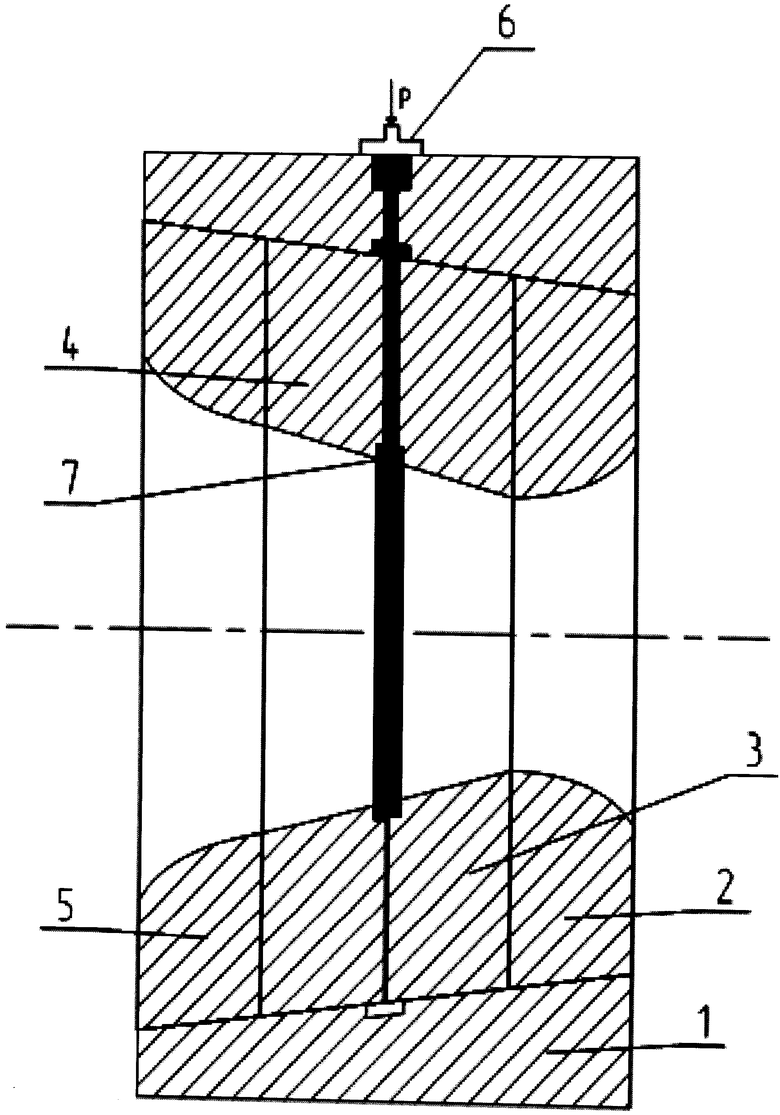
Волока, имеющая рабочую поверхность, образованную калибрующим, формообразующим, формоизменяющим и входным участками, отличающаяся тем, что она выполнена сборно-разборной, состоящей из последовательно установленных и удерживаемых в сборно-разборной обойме калибрующей, формообразующей, формоизменяющей и входной частей, с образованием рабочей поверхности из соответствующих им участков, при этом на стыках формообразующей и формоизменяющей частей в волоке выполнен соединенный со штуцером канал для подачи в процессе волочения смазки к заготовке в области ее обжатия.
| Волока для волочения круглых профилей | 1976 |
|
SU597453A1 |
| Сборная волока для волочения изделий в режиме гидродинамического трения | 1978 |
|
SU759169A1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ | 1991 |
|
RU2015762C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2226438C1 |
| US 5357776 А, 25.10.1994. | |||

