При обработке в центрах на токарных станках нежестких валиков необходимо применять поддерживаюпдие люнеты. Установка люнетов требз ет проточенных шеек. Обычно шейки нротачиваются при помош,и устанавливаемой на детали вспомогательной втулки. Установка втулки проверяется на биение индикатором. Такой способ обработки длителен и требует высококвалиф.ицированной рабочей силы.
Настоящее изобретение имеет целью сократить время на проточку или обточку шейки валиков и дает возможность использовать менее квалифицированную рабочую силу.
Для этого в предложенном патроне-люнете для удержания обрабатываемого валика в заданном положении зажимные кулачки патрона помещены в плавающей в двух взаимно перпендикулярных направлениях подпружиненной части.
Чтобы обрабатываемому валику сообщить вращательное двилсение, указанная часть патрона при перемещении в осевом направлении прижимается к вращающейся части патрона станка.
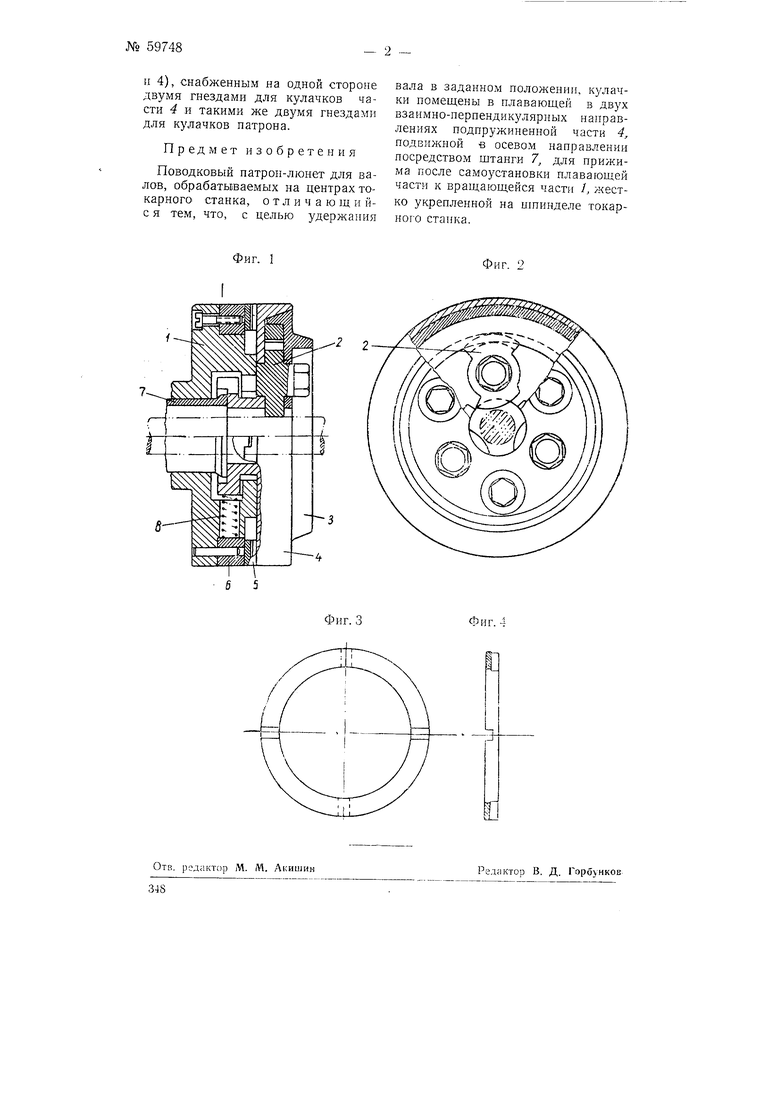
На фиг. 1 изображен предлагаемый патрон сбоку с осевым разрезом; на фиг. 2-вид его спереди с частичным разрезом, на фиг. 3 и 4-
вид в двух проекциях соединительного кольца.
Плавающая часть 4 патрона несет три кулачка 2 для защемления обрабатываемого валика. Кзлачки 2 имеют шестигранники под ключ и связаны между собой зубчатым венцом, закрепленным крыщкой 3 (фиг. 1 и 2).
Плавающая часть патрона находится под воздействием пружин 8 и может смещаться по двум взаим}Юперпендикз чярным направлениям. В то же время она не может провернуться относительно детали 6, так как этому препятствует замковое кольцо 5 (фиг. 3 и 4).
После защемления обрабатываемого валика кулачками 2 плавающая часть 4 патрона займет полол- ение, определяемое профилем, по которому производится зажим, ц фиксируется в этом полол ении путе смещения ее в осевом направлении и прижима промежуточным кольцом 5 к вращающейся части 1 патрона, жестко укрепленной на шпинделе станка. Смещение производится нал имной штангой 7, действующей от гидравлического или винтового з-стройства. Плавание часта 4 относительно части / патрона до прижима штангой 7 и достаточное сцепление поводка обеспечиваются промежуточным кольцом 5 (фиг. 3
347
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон-люнет для валов | 1939 |
|
SU58064A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| Поводковый токарный патрон | 1958 |
|
SU117014A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
