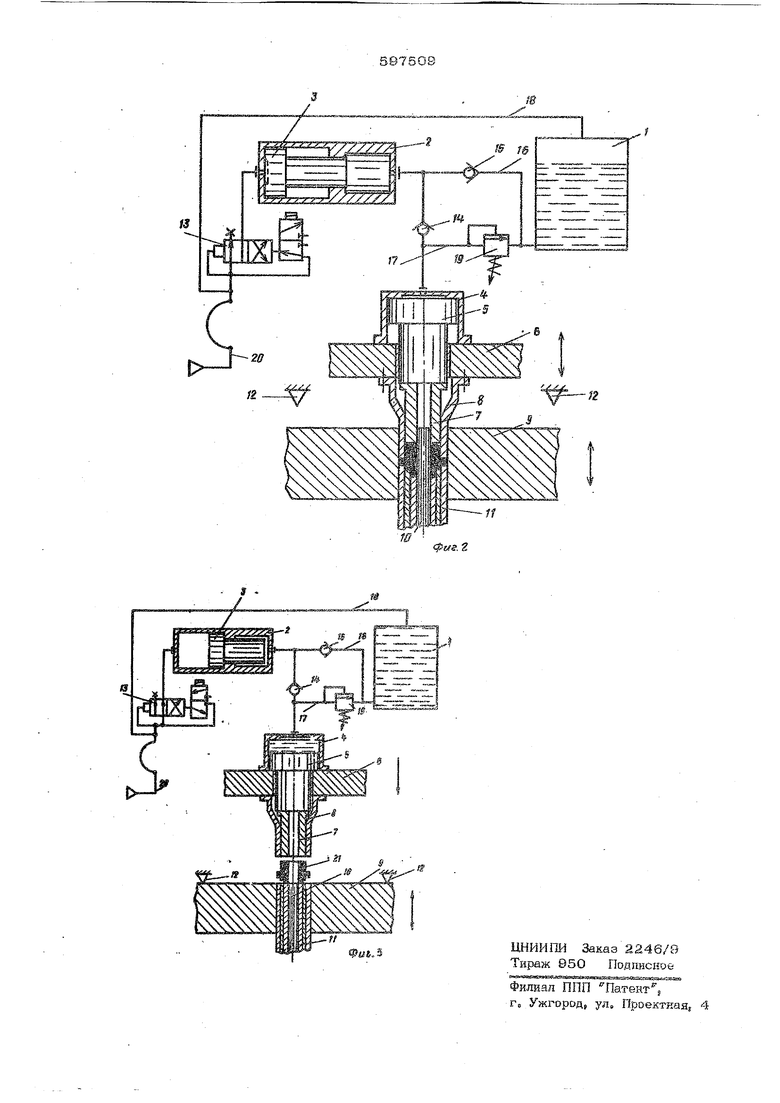
пликатор 2 с размещенным в нем поршнемплунжером 3, силовой гнсфоцилиндр 4 с поршнем 5, верхнюю плиту 6, внутренний пуансон 7, наружный пуансон 8, нижнюю плиту 9 центральный стержень 10, нижние пуансоны 11, жесткие упоры 12, воэдухсфаспределитель 13, обратные клапаны 14 и 15, напорные гицролинии 16 и 17, пневмолинии 18 и перепускной клапан 19.
Устройство работает следующим обраtSOM.
После заполнения зоны прессования к, матрице металлопорсидком ползун (на чертеже не показан) и верхняя плита 6 с установленными на ней пуансонами 7 и 8 переминаются вниз, причем внутренний пуансон 7 становится заподлицо с наружным пуансоном 8, а поршень 5 силов я о гидроцилиндра 4 перемешается в нижнее исходное положение под давлением жидкости гидропневмоаккумулятора i, чахойяшейся под постоянным давлением сжатся о воздуха от пневмосети 18 через магистраль 16 и обратные клапаны 15 и 14. Огн новременно пневматическая полосПь гй(фо-пневмомультипликатсфа 2у нахбдвшваася перед этим под давлением сжатого воздуха через воздухрраспределитеда 13, соединяется с атмосферой, и плунжер-поршень 3 перемещается в крайнее левое (исходное положение.
При прессовании мет ллсш рсшка §о мере увеличения усилия на пуансоны и ПЛОТНОСТИ прессующего вэдепгя внутренний пуансон 7 остается неподвижным при перемещении ползуна вниз до вы6о| а своего хода, а избыточная жидкость при этом сливается по гидролинии 17 через перепускной клапан 19, настроенный наопределенное давление, в гидропневмоаккумулятор 1.
После того, как ползун вместе с верхними пуансонами уйдет в верхнее положение, отпрессованное изделие, в частности сложной геометрической формы остается во внутренней полости наружного верхнего пуансона 8, так как усилие, создаваемого постоянным давлением жидкости гидропвевмоаккумулятора 1 на поршень, в который упирается внутренний пуансон 7, является недостаточным. В это время от командоайпарата (ве показан) дается команда на воздухораспределитель 13, и последний соединяет пневматическую полость, гидропневмомультипликатора 2 с пневмомагистральн 20. При этом поршень--плунжер вытесняет жидкость из гидравлической полости гидропневмомультипликатора 2, и жидкость через обратный клапан 14 поступает в полость силового цилиндра, создавая при
этом ,в нем дополнительное усилие, изделие 21 извлекается. При подъеме ползуна верхняя плита также уходит вверх и упирается в жесткие упоры 12, нижний пуансон tic центральным стержнем Ю становятся заподлицо с плоскостью матрицы и лишь при очередном ходе ползуна вниз и заполнении зоны прессования в матрице низкние пуансоны 11 становятся в исходное
положение, а центральный стержень Ю при заполнении зоны прессования порошком, уходит вниз, увлекая при это метаплопорсшок из кассеты, и затем сразу же возврайШется в верхнее положение, оставшийся на верхнем торце металлопорсаиок снимается обратным ходом кассеты.
После извлечения опрессованного издв ЛИЯ пневматичесжая полость гифопневмомультипликатора 2 посредством воздухораспределителя 13 соединяется с атмосферой и под действием жвякости, поступающей из гифопневмоаккумулятс 1 по магистрали 16 через офатный клапан 15 поршень плунжером 3 перемещается в крайнее пеъое положение,- никл повторяется.
Применение jaa автоматах ддя прессования изделий иэ металлических псфошков сложной геометрической дает во хюжнорть надежного съема отпреосовсшных нзоепий с верхних пуансонов, акономтеский эффект обеспечивается упрсшением к я с1рукшш, снижением металлоемкости и габаритов.
Формула изобретения
Устройство для прессования изделий из металлических порсяиков, содержащее верхнюю плиту со смонтированными на ней наружным и внутренним пуанссздами, а твХже
силовым для их относительного перемещения, плиту с нижними пуанссжами гидропневматический аккумулятор, соединенный напстрной гисфолинией с силовым цилиндром и пневмолиниеЙ с источником
давления, отлич ающе е ся тем, что, с целью повышения надежности работы, оно снабжено ги1фопневматйческим мультипликатором, содержащим пневматический и гидравлический цилинсфы, а также воздухораспределителем, перепускным и двумя обратными клапанами, при этом пневматический цилиндр мультипликатора соединен через воздухораспределитель с источником давления, его гидравлический цилиндр через вход одного обратного клапана соединен с силовым цилиндром и через выход цругого обратного клапана - с напорной гидропинией, а перепусжной клапан установлен на напорной, гирфопинии между силовым ципнн{фом и гисфопневматическим аккумулятором.
Источники информадии, принятые во вни манве при экспертизе:
1. Г. де Гроат , Производство изделий из металлического порошка , Машгиз, I960, стр., 89,фиг. 5-5.
f3

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидравлического прессования стекоизделий | 1978 |
|
SU682458A1 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ МУЛЬТИПЛИКАТОРК ПРЕССУ | 1971 |
|
SU292726A1 |
| Ротационная таблетировочная машина | 1975 |
|
SU568554A1 |
| Пневмогидравлический привод | 1980 |
|
SU931987A2 |
| Гидравлический пресс | 1985 |
|
SU1291440A1 |
| Устройство для распиловки | 1979 |
|
SU787143A1 |
| ВЫСОКОСКОРОСТНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU419288A1 |
| ПОДУШКА ПНЕВМАТИЧЕСКАЯ С ГИДРАВЛИЧЕСКИМ УДЕРЖИВАТЕЛЕМ | 1993 |
|
RU2080264C1 |