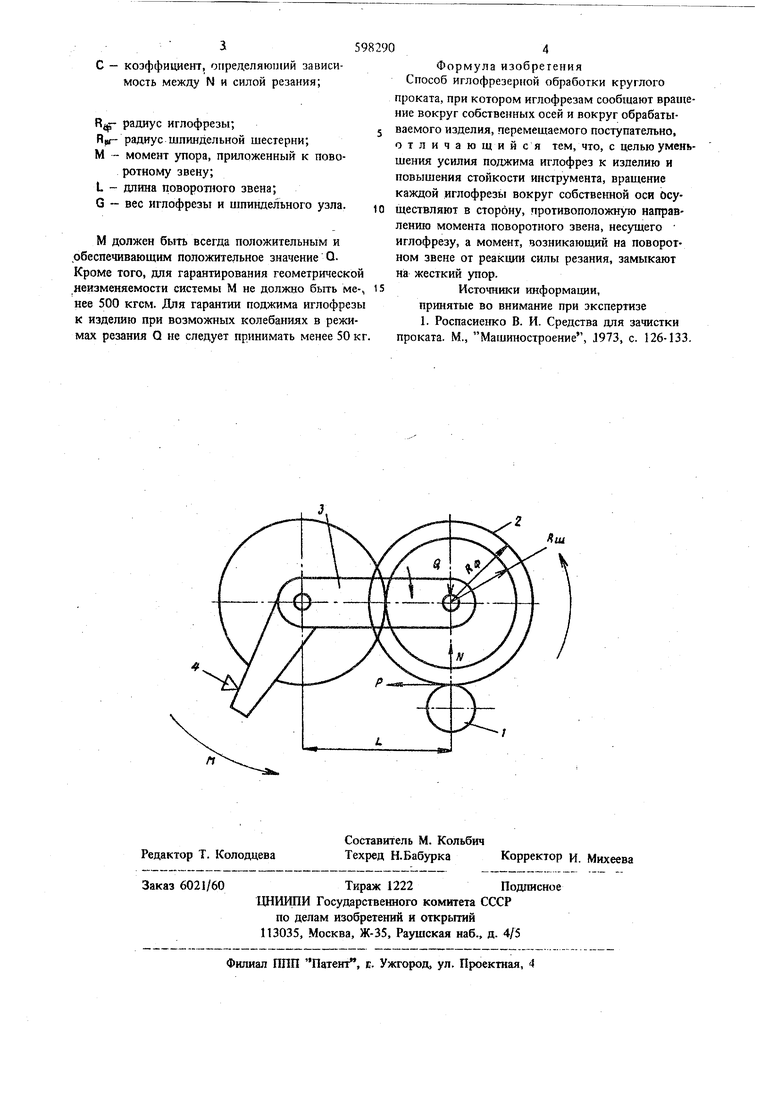
Изобретение может быть использовано в об ласти обработки проката при зачистке концов труб для теплообменников. Известны способы иглофрезерной обработки круглого проката, при котором иглофрезам сообщают вращение вокруг собственных осей и вокруг обрабатываемого изделия, перемещаемо го поступательно 11. Однако при таких способах процесс обработки требует больших усилий и, следовательно создания мощного механизма, обеспечивающего поджим фрезы к изделию, поскольку реакция усилия резания создает момепт, направленный в сторону, противоположную направлению момента поворотного звена, несущего иглофрезу. Следствием этого является интенсивный износ ииструмента. С целью уменьщения усилия поджима иглофрез к изделию и повьпиения стойкости инструмента вращение каждой иглофрезы вокруг собственной оси осуществляют в сторону, противоположную направлению момента поворотного звена, несущего иглофрезу, а момент, возникающий на поворотном звене от реакции cwn-i резания, замыкают на жесткий упор. На чертеже представпена схема пре.цлагаемого способа. Изделие 1 подается в зону обработки и проходит между вращающимися иглофрезами 2, со-вершаюшими планетарное движение вокруг изделия 1. Включается механизм поджима фрез к изделию и производится поворот звеньев 3 до упора 4, ограни п{ваюших поджим фрезы к изделию, Иглофрезе сообщают вращение в сторону, противоположную направленшо момента поворотного звена, расчетное усилие прижима направлено по линии, проходящей через центры фрезы и изделия, а упоры 4 создают момент утюра, обеспечивающий геометрическую неизменяемость системы. Усилие прижима определяют по формуле (, где N - давле1ше иглофрезы на деталь, которое принимается исходя из задакньга режимов резания; С - коэффициент, определяющий зависимость между N и силой резания; R радиус иглофрезы; RBT- радиус шпиндельной шестерни; М -- момент упора, приложенный к поворотному звену; L - длина поворотного звена; G вес иглофрезы и шпиндельного узла. М должен быть всегда положительным и обеспечивающим положительное значение QКроме того, для гарантирования геометрической неизменяемости системы М не должно быть менее 500 кгсм. Для гарантии поджима иглофрезы к изделию при возможных колебаниях в режимах резания Q не следует принимать менее 50 к Формула изобретения Способ иглофрезерной обработки круглого проката, при котором иглофрезам сообщают spauieние вокруг собственных осей и вокруг обрабатываемого изделия, перемещаемого поступательно, отличающийся тем, что, с целью уменьшения усилия поджима иглофрез к изделию и повышения стойкости инструмента, вращение каждой иглофрезь вокруг собственной оси осуществляют в сторону, противоположную направлению момента поворотного звена, несущего иглофрезу, а момент, возникающий на поворотном звене от реакции силы резания, замыкают на жесткий упор. Источники информации, принятые во внимание при экспертизе 1. Роспасиетсо В. И. Средства для зачистки проката. М., Машиностроение, J973, с. 126-133,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для внутренней зачисткиСОСудОВ | 1979 |
|
SU810395A2 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| Бесцентрово-иглофрезерный станок | 1988 |
|
SU1668058A1 |
| Устройство для зачистки проката | 1981 |
|
SU1090462A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| ИНСТРУМЕНТ ДЛЯ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306204C1 |
| Устройство для зачистки труб | 1972 |
|
SU460128A1 |
