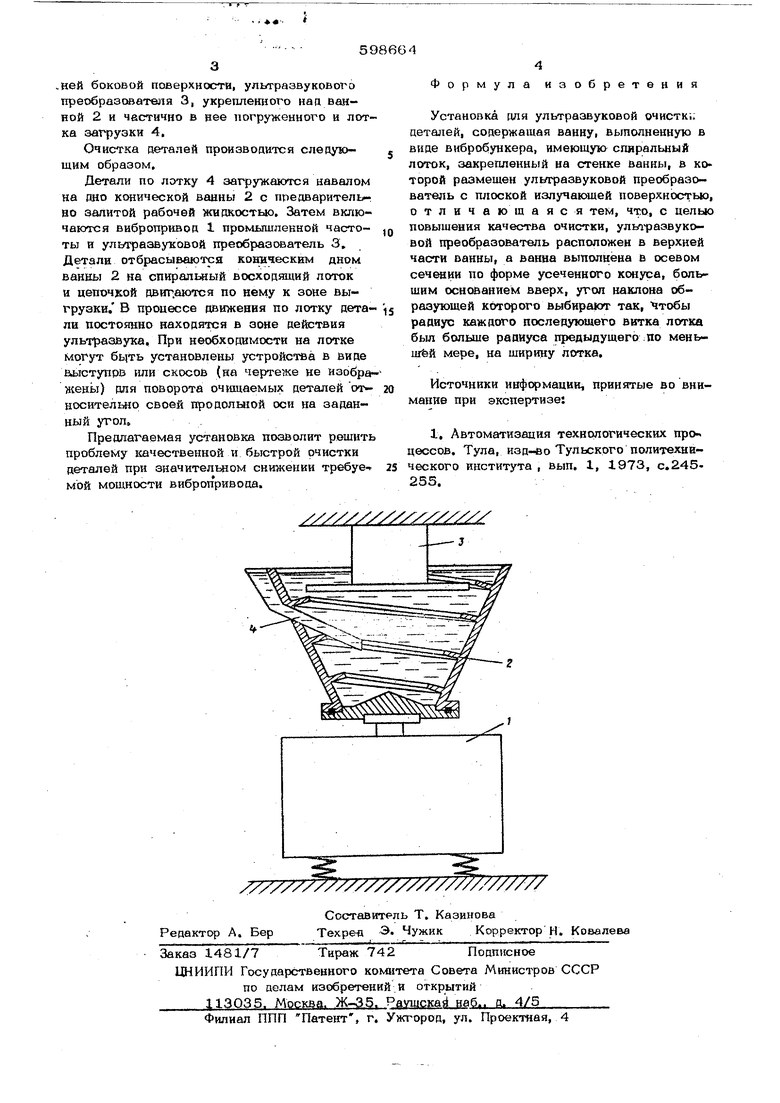
(54) УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ДЕТАЛЕЙ .ней боковой поверхности, ультразвукового преобразователя 3, укрепленного над ванной 2 и частично в нее погруженного и лот ка загрузки 4. Очистка деталей производится следующим образом. Детали по лотку 4 загружаются навалом на дао конической ванны 2 с предварительг во залитой рабочей жидкостью. Затем включаются ви6ропр1тод 1 промьпиленной частоты и ультраавуковой преобразователь 3, Детали отбрасываются коническюи дном ванны 2 на спиральйый восходящий лоток и цепочкой двиг.аются по нему к зоне выгруаки, В процессе даиження по лотку детали постоянно находятся в зоне действия ультразвука. При необходимости на латке могут бцть установлены устройства в виде идыступрв или скосов (на чертеже не изобра жены) для поворота очшцаемых деталей относителыю своей продолышй оси на заданный , Предлагаемая установка позволит решить проблему 1сачественной и быстрой очистки деталей при значител ьном снижении требуе-f мой мощности виброп ривоца. Формула изобретения УстаноБка для ультразвуковой очистк.; деталей, содержащая ванну, выполненную в виде вибробункера, имеющую спиральный лоток, закрепленный на стенке ванны, в которой размещен ульлгразвуковой преобразователь с плоской излучающей поверхностью, отличающаяся тем, что, с целью повышения качества очистки, ультразвуковой преобразователь расположен в верхней части ваннЫг в ванна выполнена в осевом сечении по форме усеченного конуса, большим основанием вверх, угол наклона образуюшей которого выбирают так, Чтобы радиус каждого последующего витка лотка был болыие радиуса предыдущего .по меньцгёй мере, на ширину лотка. Источники информации, принятые во вниание при экспертизе: 1, Автоматизация технологических про ессов, Тула, кзд-во Тульского политехниеского института , вып, 1, 1973, с.245 55,