Работа устройства осуществляется сп&дуюпик образом.
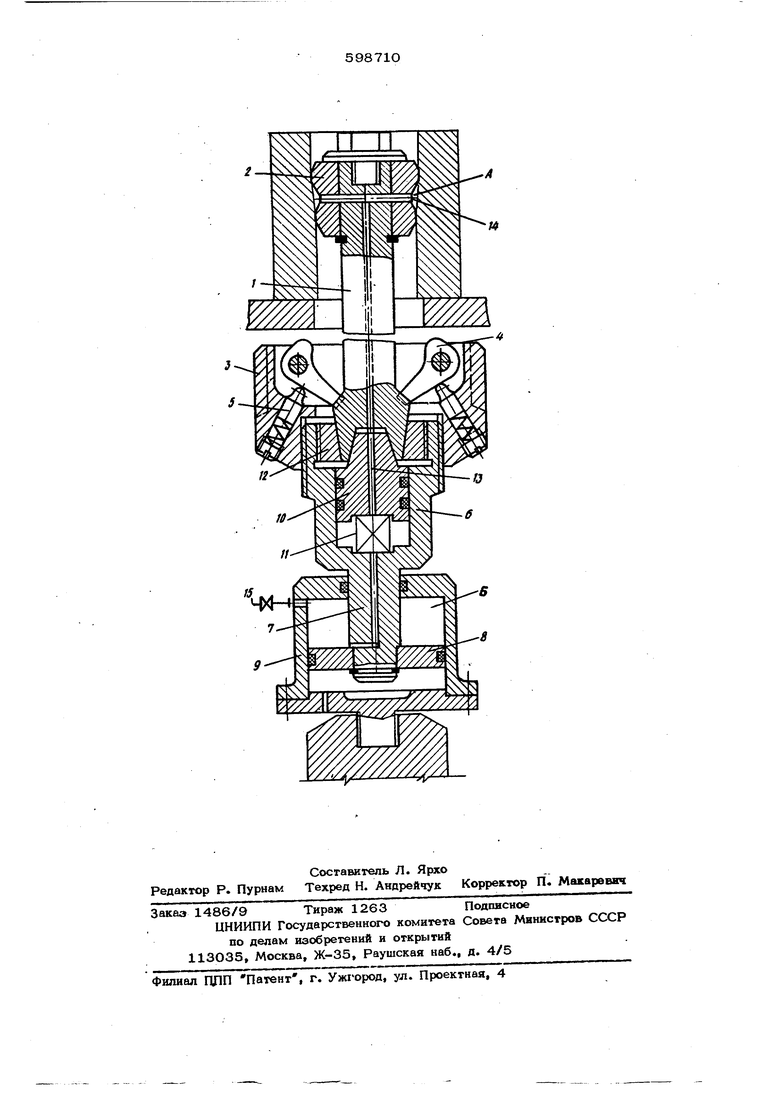
Корпус 1 с рабочими элементами 2 помещают в обрабатьтваемую деталь, установленную на опоре стола станка. При хо- 5 лрсгом обратном ходе подводят захватный орган к хвостовику корпуса 1, фиксируют его заплечики рьпагами 4 и затягивают стакан 3 относительно штока 7, обеспечивая внешнее уплотнение втулкой 12. Перед нача- ц лом обработки в полость гидроцилиндра 9 по матстрапи 15 под небольшим давлением
одводят технологическую смазку. Затем включают рабочий ход станка. При достижении в клапане 14 установленного предельного jj давления сжимаемая в полости гидроцилиндра 9 поршнем 8 (усилием обработки) смазка начинает поступать под давлением из смазочной емкости Б в рабочую камеру А.
Между усилием обработки и давлением jo смазки, нагнетаемой в зону обработки, устанавливается подвижное равновесие, автоматически регулирующее величину избыточного давления в зависимости от конкретных условий протягивания, таких как натяг, скорость js деформирования, материал дорнуемой детали и т.д.
Избыточное давление, создаваемое в рабочей камере, определяется усилием дориования и площадью поршня 8.При выходе рабоих элементов из обрабатываемой детали силие обработки падает и подача смазки рекращается. Утечка смазки при сбросе авления в гидросистеме в момент оконча-
3S
кия процесса обеспечивается поджатием ппуижера 10 к хвостовику корпуса 1 пружиной 11.
Предлагаемое устройство обладает по сравнению с известным повышенной эффективностью процесса обработки со смазкой под давлением, обеспечивая выполнение процесса в устойчивом режиме жидкостного трения, а следовательно, повышение срока службы инструмента и получение качествеиной поверхности обрабатываемых деталей.
Формула изобретения
Устройство для протягивания отверстий, содержащее корпус с коническим хвостовиком и отверстием для подвода смазки к рабочим элементам, отличающееся тем, что, с целью повышения эффективности про тягивания, оно снабжено гидроцилиндром, шток которого с одной .стороны выполнен с расточкой для установки уплотняющего элемента , представляющего, собой подпружиненный плунжер, причем в штоке и уплотняющем элементе выполнен осевой канал, св зайный с одной стороны с отверстием корпуса, а с другой - с полостью гидроцилиндра.
Источники информации, принятые во вниание при эксцертизё:
1, Авторское свидетельство СССР 247752, кл/. В 231 43/ОО, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Гидравлическое устройство привода зажимных патронов токарных станков | 1990 |
|
SU1811997A1 |
| Устройство для изменения степени сжатия поршневого двигателя внутреннего сгорания | 1991 |
|
SU1782291A3 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2015 |
|
RU2625364C2 |
| Станок для деформирующего протягивания | 1985 |
|
SU1279802A1 |
| Шпиндельный узел | 1979 |
|
SU872186A1 |
| ПРОБИВНОЙ ПРЕСС | 1998 |
|
RU2137596C1 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219384C2 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219386C2 |