1
Изобретение сггносится к инструментам для получения отверстий электрохимическим способом.
Известны электроды для получений эпек- грсйсимическим способом внутренней глухой j конусной поверхности, в частности электрод с выполнением выхода электролита в межэлектродный через щель, смещенную относительно оси йлектрода-инструмента .
Недостатком известной конструкции яв- |ф ляется то, что при получении конусной поверхности, переходящей в сферическую, на заготовке против щели электрода возникает от клоненце от необходимой поверхности в виде кольцевого углубления или выпуклости.is
Цель изобретения - получение глухих BHyiv ренних поверхностей, например ионическо- сферических, с равномернь м. съемом металла по всей обрабатываемой, поверхности.
Для этого выход электролвта в зону- . 20 обработки выполнен в виде двух Цилиндрических выемок на рабочей части электродаинструмента, соединенных отверстиями с внутренним каналом подвода электролита и расположенных на расстоянии, равном поло- 25
вине диаметра основания конуса электродаинструмента,
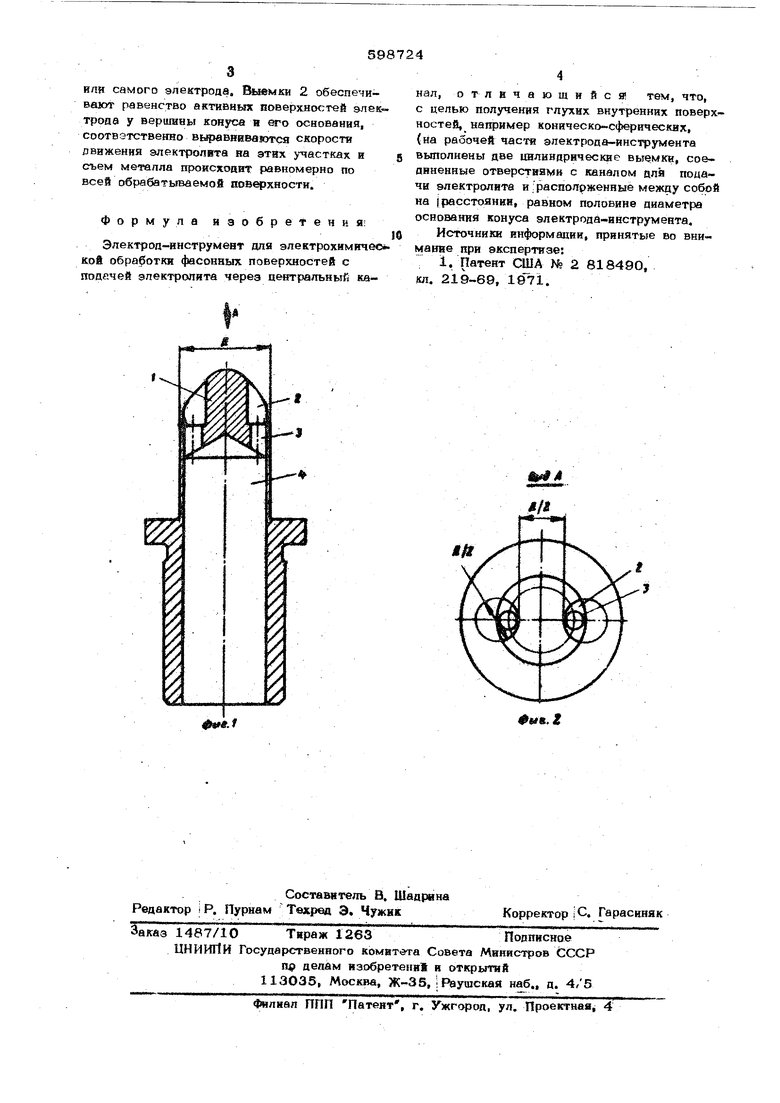
Ra фиг. 1 показан епектрод-инструмент, разрез; на фиг. 2 - вид по стрелке Л фиг. 1,.
Рабочая часть электрода-инструмента представляет собой негативную поверхность отверстия, iKOTOpoe необходимо получить на обрабатываемой заготовке. На рабочей .части 1 выполнены две выемки 2, которые соединены отверстиями 3 с каналом 4 подвода электролита. Выемки 2 расположены между собой йа расстоянии, равном половин диаметра основания конуса электрода. Для повышения технологичности изготовления электрода выемки 2 можно выполнить цилиндрическими, с диаметром, равном половине диаметра основания конуса электрода.
Предлагаемый электрод работает следующим образом.
При обработке заготовки электролит из канала 4 через отверстие 3 и выемки 2 поступает в межэлектродный зазор. Электрод подается на детали, при этом осуществляется Вращение {обрабатываемой детали нлн самого электрода. Выемки 2 обеспечивают равенство активных поверхностей элек трода у вершины конуса и его основания, соотвзтственно выравниваются скорости движения электролита на этих -частках и съем металла происходит равномерно по всей обрабатываемой пов хности. Формула изобретения: Электрод-инструмент для электрохимячее кой обработки фасонных поверхностей с подачей электролита через центральный канал, отличающийся тем, что, с целью получения глухих внутренних поверхностей, например коническо-сферических (на рабочей части электрода-инструмента выполнены две цилиндрические выемки, соеаиненные отверстиями с каналом для подачи электролита и: расположенные между собой на (расстоянии, равном половине диаметра основания конуса электрода-инструмента. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 2 818490, (ш. 219-69, 1971.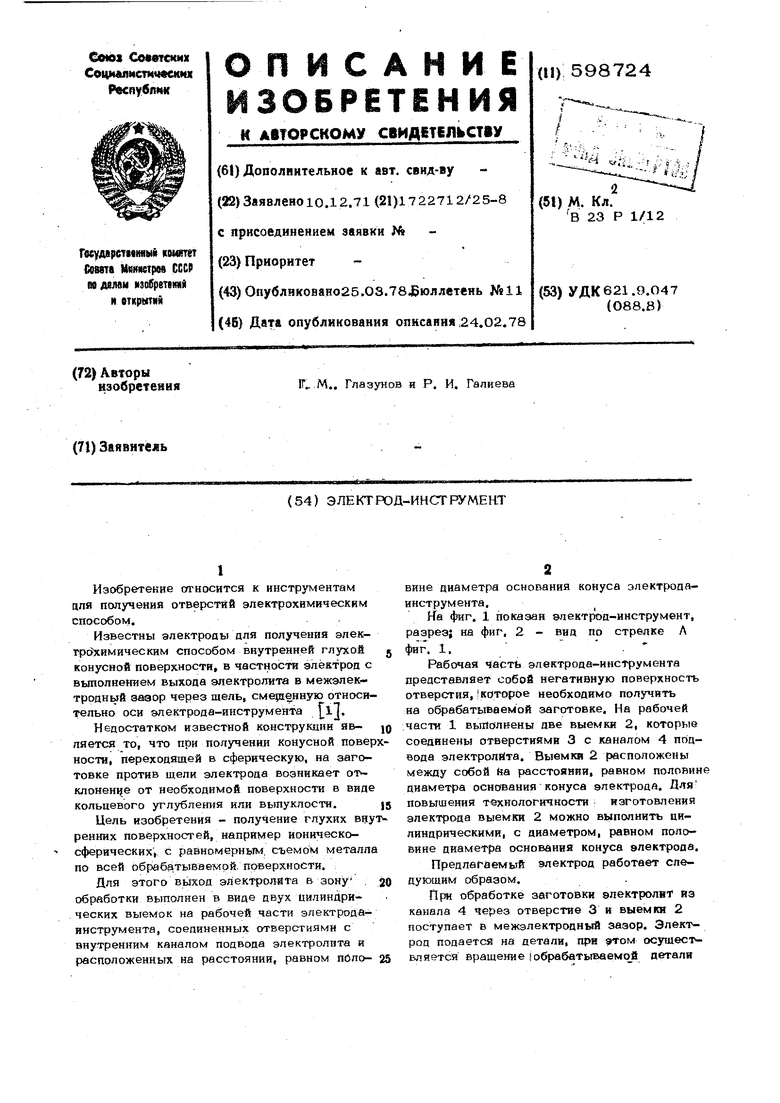
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| Способ электрохимической струйной обработки | 1991 |
|
SU1815045A1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1973 |
|
SU400431A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
ф91Л.1
Фая. I
