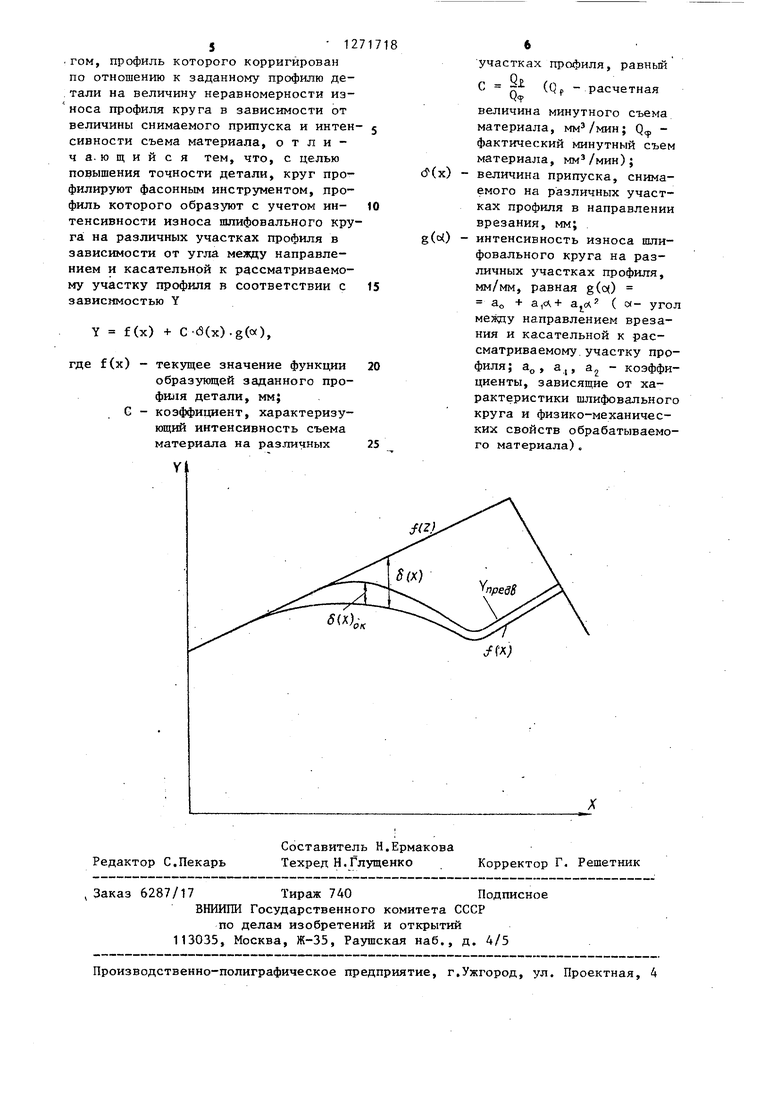
« Изобретение относится к машиностроению и может быть использовано при шлифовании профильных деталей и инструментов повышенной точности. Цель изобретения - повьпиение точности обработки профильных деталей путем профилирования фасонного шлифовального круга с учетом разной интенсивности износа на различных участках профиля в зависимости от угла между направлением врезания и касательной к рассматриваемому участ ку профиля, На чертеже изображена схема корригирования профиля фасонных шлифовальных кругов, где f(x) заданный профиль фасонной поверхности детали f(z) - функция, определяющая поперечное сечение заготовок перед профильным шлифованием; СР(Х) - величина припуска, снимаемого на различных участках профиля в направлении врезания; сГ(х)ц - величина припуска, оставляемого для окончательного шлифования; - функция образую щей заготовки, получаемой после пред варительного профильного шлифования I Способ врезного шлифования детали предусматривает копирование на детали профиля шлифовального круга, первоначальный профиль которого корриги рован по отношению к заданному профи лю детали на величину неравномерности износа профиля круга в зависимост от величины снимаемого припуска, интенсивности съема материала и с учетом интенсивности износа на различных участках профиля, зависящей от угла между направлением врезания и касательной к рассматриваемому участ ку профиля в соответствии с уравнениемY f(x) + C-tf(x) . g(o(), где f(x) - текущее значение функции образующей заданного профиля детали, мм; С - коэффициент, характеризующий интенсивность съема материала на различных участках профиля, равный С - (QP расчетная ве Q(p личина минутного съ€;ма м териала, MM /MHHJ Qq фактический минутный съем материала, )|. 82 сУ(х) - величина припуска, снт 1аемого на различных участках профиля в направлении врезания, мм; g() - интенсивность износа шлифовального круга на различных участках профиля, мм/мм, равная g((X) ад+ а. ( - угол между направлением врезания и касательной к рассматриваемому участку профиля; 8.0, а , а - коэффициенты, зависящие от характеристики ишифовального круга к физико-механических свойств обрабатываемого материала, определяемые опытным путем, причем J Способ осугцествляют следующим образом. При врезном шлифовании фасонных поверхностей, например пазовых пуансонов твердосплавного штампа для вырубки листов магнитопроводов электродвигателей, используют фасондае алмазные круги из алмазов АС 15 зернитостью 200/160, 150%-ной концентрации на связке Ml, Для комплекта пуансонов одного штампа необходимо шлифовать одинаковых фасонных поверхностей-при допуске на размеры профиля Л 0,01 мм. Заготовками пуансонов служат шлифованные в размер по плоскостям трапеции из твердого сплава ВК20., поперечное сечение которых определяется функцией f(z). Заданный профиль фасонной поверхности пуансонов определяется функцией f(x). Если при снятии припуска ся (х) износ фасонного шлифовального круга не превышает допуска на размеры профиля Д , то шлифование заготовки с профилем f(z) проводится фасонным шлифовальным кругом, первоначальньш профиль которого корригируется по отношению к заданному профилю детали f(x) на величину неравномерности износа профиля круга с учетом интенсивности износа шлифовального круга на различных участках профиля, В результате неравномерности износа шлифоваль ного круга к моменту окончания обработки заготовка принимает заданную форму f(x), которая вьщерживается в пределах установленного допуска для всего комплекта деталей. 312717 Если при снятии припуска сУ(х) износ фасонного круга превышает допуск на размеры профиля А, то шлифование целесообразно разделить на предварительное и окончательное профильное j шлифование фасонными кругами с одинаковой характеристикой, но с различными профилями. В результате предварительного шлифования получаются заготовки с профилем, у которых при- 10 пуск распределен с учетом различной интенсивности износа профиля круга при окончательном шлифовании. Профиль заготовки принимает форму, определяемую зависимостьюts YnpeftB f () где с5(х)дц - величина припуска, оставдяемого на различных 20 участках профиля в направлении врезания для окончательного шлифования. Первоначальный профиль круга для 25 окончательного шлифования корригируют в пределах допуска на размеры заданного профиля фасонной поверхности. На участках максимального профиля круга совмещается с предель- зо ным нижним значением функции f(x). На остальных участках функция образуюш;ёй профиля круга для окончательного шлифования определяется зависи|МОСТЬЮУ„, f (х) - и(х), где и(х)ок - линейный износ круга в направлении нормали к о профилю при окончательном шлифовании, а так как он зависит от величины снимаемого припуска, определяемого первоначальным профилем заготовки и его 5 изменением из-за износа круга для предварительного шлифования, то выражается зависимостью и(х)о. C-g(«)(x) +иЧх)преАв , 0 N - количество шлифуемых где фасонных поверхностей5с(х)о - величина припуска, снимаемого на различных участках профиля в направлении где для го из и(х где f(x П стой вать пове при тенс 103 Т рова ной проф напр .рас сти ки. 55 Фо С ной врезания при окончательном шлифовании; изменение профиля заготовки из-за износа круга для предварительного шлифования, равное C.g()Lc(x)-tf(x)oK и .t, - 7, Р Аьgin а о(х) - суммарная величина припуска, снимаемого в направлении врезания на операции шлифования ((х) f(z) - f(x). Корригирование профилей кругов предварительного и окончательнолифования осуществляется исходя словия )Г-и(х) 4 f(x) - , и(х) линейный износ круга в направлении нормали к профилю при окончательном шлифовании на участке профиля к максимальной интенсивности износа; и(х)„- соответственно верхнее и нижнее предельные значения функции образующей заданного профиля пуансона. редлагаемьш способ обеспечивает кость круга, позволяющую шлифов пределах допуска 160 фасонных рхностей (комплект пуансонов), а шлифовании кругами без учета инивности износа профиля круга фасонных поверхности. аким образом, благодаря корригинию профиля круга с учетом разинтенсивности износа участков иля в зависимости от угла между авлением врезания и касательной к матриваемому участку профиля доается повьшзение точности обработрмула изобретения пособ врезного шлифования профильдетали фасонным шлифовальным кру5- 12
. гом, профиль которого корригирован по отношению к заданному профилю детали на величину неравномерности износа профиля круга в зависимости от величины снимаемого припуска и интенсивности съема материала, о т л и ча. ющийся тем, что, с целью повышения точности детали, круг профилируют фасонным инструментом, профиль которого образуют с учетом интенсивности износа шлифовального круга на различных участках профиля в зависимости от угла между направлением и касательной к рассматриваемому участку профиля в соответствии с зависимостью Y
Y f(x) + C.6(x).g(«),
где f(x) - текущее значение функции образующей заданного профиля детали, мм; G - коэффициент, характеризующий интенсивность съема материала на различных
участках профиля, равньш
С -- (Qf - расчетная Ч
величина минутного съема материала, мм/мин; фактический минутный съем материала, мм/мин);
(x) - величина припуска, снимаемого на различных участках профиля в направлении врезания, мм;
(o() - интенсивность износа шлифовального круга на различных участках профиля, мм/мм, равная g{cx) ао + ( (и- угол между направлением врезания и касательной к рассматриваемому, участку профиля; а„, а,, а - коэффициенты, зависящие от характеристики шлифовального круга и физико-механических свойств обрабатываемого материала).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования фасонных поверхностей | 1977 |
|
SU764941A1 |
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| Способ правки фасонного кругапРи ВРЕзНОМ шлифОВАНии дЕТАлЕй | 1979 |
|
SU804408A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| Способ управления врезанием шлифовального круга | 1980 |
|
SU946894A1 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
| СПОСОБ УПРАВЛЕНИЯ КРУГЛЫМ ВРЕЗНЫМ ШЛИФОВАНИЕМ ПРИ РАБОТЕ В ЦИКЛЕ | 1990 |
|
RU2034692C1 |
Предложенный способ врезного шлифования решает задачу изготовления большого количества деталей с незначительным отклонением их профилей. Обработку деталей осуществляют фасонным шлифовальным кругом, профиль которого получают правкой с учетом интенсивности износа различных участков профиля круга от угла d между направлением врезания и касательной к рассматриваемому-участку профиля и корригируют в соответствии с зависимостью Y f (х)+СсУ(х) ,g(c() , где f(x) - текущее значение функции образующей заданного профиля детали, с мм; С - коэффициент интенсивности съема; (У(х) - величина припуска в (Л направлении врезания; g(c) - интенсивность износа шлифовального круга в зависимости от угла о/. 1 ил.
(ZL
W
| Безалмазная правка шлифовальных кругов | |||
| - М.: Машгиз, 1951, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Способ правки фасонного кругапРи ВРЕзНОМ шлифОВАНии дЕТАлЕй | 1979 |
|
SU804408A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| , | |||
