1
Изобретение относится к технологии машиностроения и может быть использовано при окончательной абразивной обработке сферических торновых новерхностей.
Известен снособ сквозного шлифования периферией шлифовального круга, включаЮШ.ИЙ профилирование и правку шлифовального круга но его нериферин, подналадку на величину износа круга, два врашения обрабатываемых деталей вокруг их осей симметрии и вокруг оси, отстояшей от обрабатываемой сферической поверхности на расстоянии, равном ее радиусу, а также врашение шлифовального круга вокруг оси, перпендикулярной к последней 1.
Недостатком способа является то, что равномерность съема припуска и точность обработанной поверхности обеспечиваются за счет сложного нрофилирования рабочей поверхности шлифовального круга, которая требует частой правки и подналадки. За время однократного прохождения деталью рабочей зоны обработка производится как при уменьшении текушего радиуса шлифовального круга, так и нри его увеличении.
Целью изобретения является повышение нроизводительности и качества обработки.
Указанная цель достигается тем, что инструмент перемеи1,ают вдоль оси его вращения на величину изиоса, а в качестве инст2
ру.мента используют шлифовальный круг, профиль которого ii средней части является дугой окружности с радиусом, равным радиусу обрабатываемой сферы, и соединяет
цилиндрические участки меньшего и большего диаметров, равных соответственно диаметру и удвоенному диаметру обрабатываемой сферы. Другое отличие состоит в том, что обработку ведут при сохранении расстояния,
равного диаметру обрабатываемой сферы,
между осями вращения ротора с деталями
и круга.
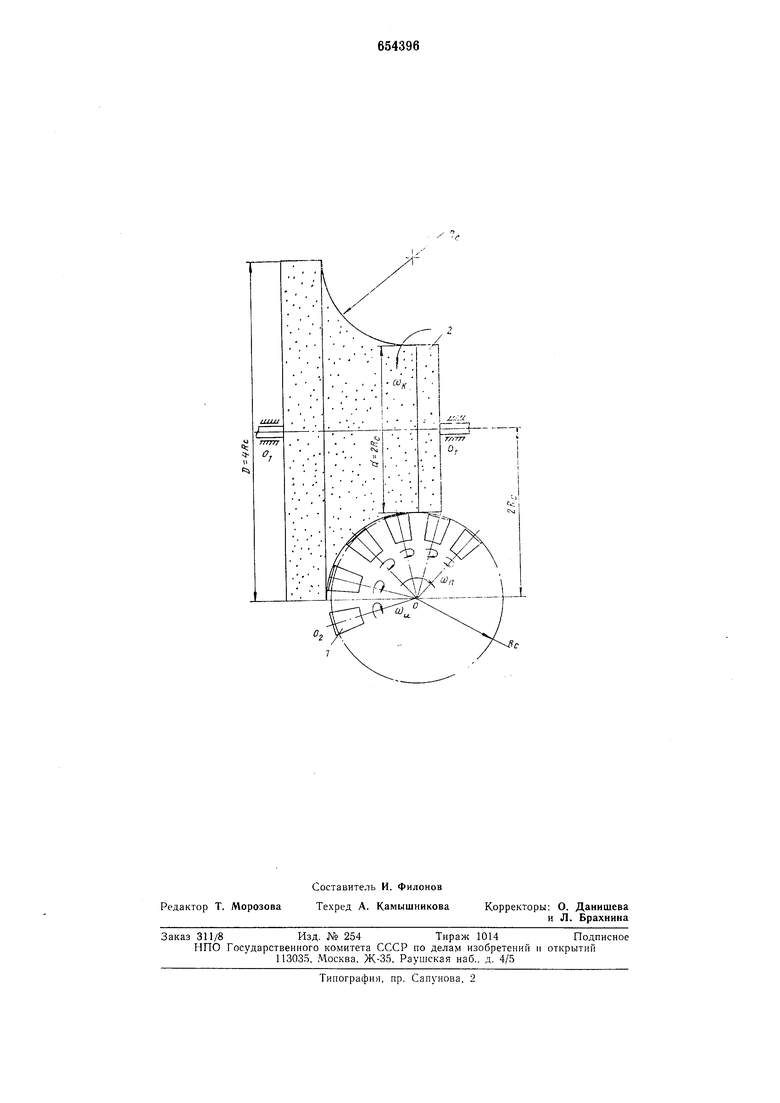
На чертеже изображена схема нредложенного способа.
Обрабатываемые детали 1, вращаясь вокруг оси О со скоростью со, и вокруг оси ОО2 со скоростью W,., перемешаются вдоль рабочей поверхности профильного инструмента - шлифовального круга 2, врашаюшегося со скоростью сол, контактируют на входе в рабочую зону с торцо.м большего цилиндрического участка с диаметром D 4Rc, а на выходе - с иериферией меиьщего цилиндрического участка диаметром d 2Rc, где . - радиус обрабатываемой сферы. Таким образом, формирование сферы на торце детали нронсходнт при повороте ее вокруг ocii О на угол, равный 90
Профилирование шлнфсзалыюго круга производится дугой окружности радиуса, рав-него радиусу обрабатываемой сферы. Обработка деталей таким кругом ведется при сохранении постоянства расстояния между осью OiOi вращения шлифовального круга и осью О вращения ротора с деталями, также равного диаметру обрабатываемой сферы. Это обеспечивает удаление основного припуска при входе детален в рабочую зону и но мере перемещения ее к выходу постоянное приближение их к требуемой форме и размерам. Цилиндрический участок диаметром d 2Rc является калибрующим и должен оставаться в процессе работы неизменным. Это достигается подбором скоростей вращения шлифовального круга и обрабатываемых деталей таким образом, чтобы основной припуск удалялся на входе деталей в рабочую зону. Дополнительной нравки при этом не требуется, шлифовальный круг работает в режиме самозатачивания и износа его калибрующей части не происходит. При этом высота цилиндрического участка большего диаметра уменьшается, а меньшего (калибрующего) увеличивается, т. е. срок службы шлифовального круга определяется высотой цилипдрического участка большего диаметра.
Таким образом, способ обеспечивает умепьшение количества правок рабочей части шлифовального круга, а при отлаженных режимах обработки дает возможность не производить правки до полного износа круга, устранение влияния износа шлифовального круга на точность обработки. Снособ обеспечивает также более полное использование шлифовальных кругов за счет постепенного перехода в процессе износа
большего цилиндрического участка в меньщий (калибрующий), улучшает качество обработанной поверхности за счет постепенного уменьшения величины снимаемого припуска по мере окончания формирования сферической поверхности.
Формула изобретения
1.Способ обработки сферических торцов деталей профильным инструментом, которому сообщают вращение вокруг оси, перпендикулярной к оси вращения ротора с деталями, врашаюшимися вокруг их осей симметрии, отличающийся тем, что, с целью повышения производительности и качества обработки, инструмент перемещают вдоль оси его вращения на величину износа, а в качестве инструмента используют круг, профиль которого в средней части представляет дугу окружности с радиусом, равным радиусу обрабатываемой сферы, и соединяет цилиндрические участки меньшего и большего диаметров, равных соответственно диаметру и удвоенному диаметру обрабатываемой сферы.
2.Способ но п. 1, отличающийся тем, что обработку производят при постоянном расстоянии между осями вращения ротора и круга, равном диаметру обрабатываемой сферы.
Источники информации, принятые во внимание при экспертизе 1. Зарецкий А. В. Шлифование сферических торцовых поверхпостей тел качения роликовых подшииников. Специнформцентр подшииниковой промышленности. М., 1971, с. 1 - 17.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для шлифования со ступенчатой рабочей поверхностью | 1990 |
|
SU1805018A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090339C1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ШАРИКОВ | 2009 |
|
RU2415004C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |