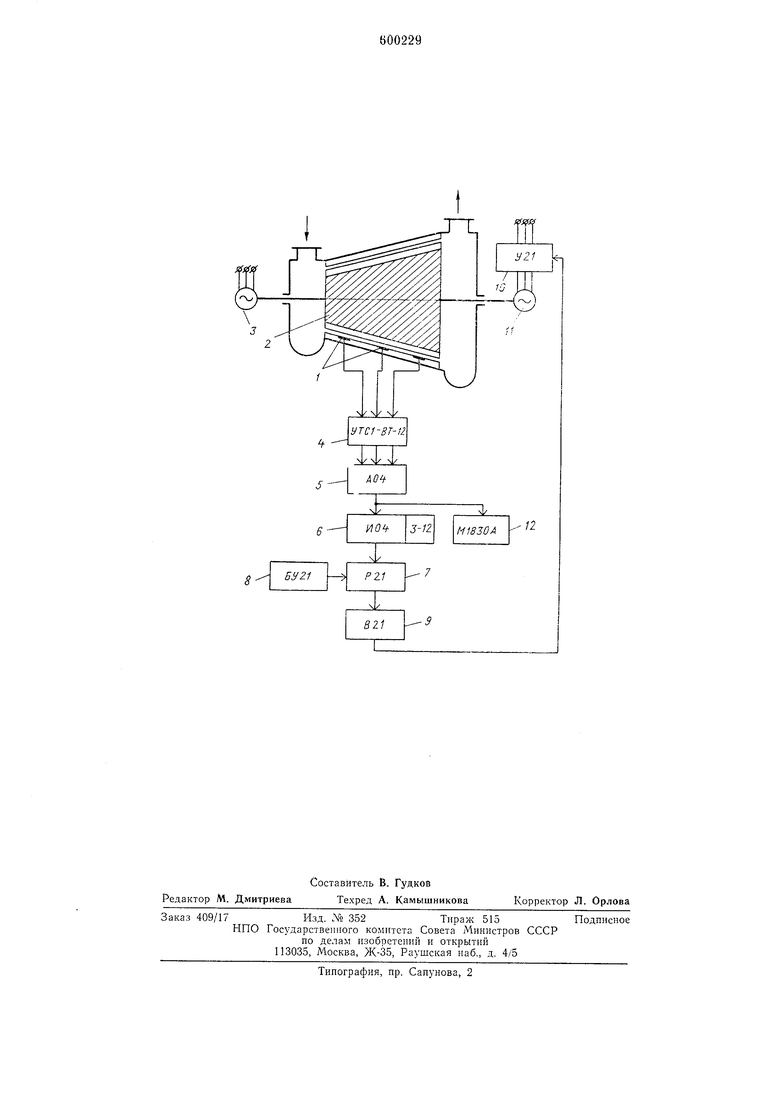
тора типа БУ21, блока 9 согласующих приставок для индуктивной нагрузки релейного регулирующего блока типа В21, тиристорного трехпозиционного усилителя 10 типа У21, трехфазного асинхронного электродвигателя 11 типа АО-31--4 и узкопрофильного показывагощего миллиамперметра 12 тина М1830.Л.
Устройство работает следующим образом.
Сигналы с датчиков удельного давления между ножами поступают на универсальную тензометрическую установку 4, которая преобразует их в электрические сигналы постоянного тока. Сигналы с выхода тензометрической установки ноступают на блок 5 умножения и суммирования токовых сигналов, в котором они умножаются на коэффициенты стенени влияния участка ножей статора на процесс размола и суммируются.
Сигнал су.ммы поступает на измерительный блок 6 со встроенным потенциометрическим задатчиком, в котором производится сравнение с заданным значением удельного давления, преобразованного в электрический сигнал, и формироваиие сигнала ощибкн в виде напряжения постоянного тока О-±1,25 В. Этот сигнал ощибки поступает па регулирующий релейный блок 7, в котором формируется управляющее воздействие но иропорционально-интегральному закону регулирования.
Блок 8 управления релейиого регулятора служит для ручного нереключения управлеиия нагрузкой релейного регулирующего блока с автоматического на ручное и обратно.
Имиульсы нанряжения постоянного тока амплитудой ±24 В с выхода релейного регулирующего блока через блок 9 согласующих приставок для индуктивной нагрузки поступают на трехпозиционный тиристорный усилитель 10, который с помощью бесконтактного реверсивного управления исполнительным механизмом- трехфазным асинхронным электродвигателем 11 осуществляет присадку и отсадку ротора размольного аппарата 2.
Сигнал суммы долей удельных давлений между ножами на трех участках, преобразованных в электрические сигналы постоянного тока, контролируется с помощью узкопрофильного показывающего миллиамперметра 12.
Границы участков, на которых установлеиы датчики 1, можно определить с достаточной степенью точности следующим соотнощением, длина зоны размола;
ВнутреннийО-0,1
Центральный0,45-0,55
Периферийный0,9-1,0
Коэффициенты влияния удельного давлеиия на размол на каждом участке выбираются обратно пропорционально удельному давлению на участке. Так, на внутреннем участке коэффициент стенени влияния выбирается равным 0,22, на центральном участке - 0,33, а на периферийном - 0,45.
Использование сигнала суммы долей удельных давлений между ножами размалывающей гарнитуры на трех участках по длине ножей для регулирования работы размалывающего аппарата обеспечивает поддержание степени помола с точностью до 1%, увеличивает производительность бумагоделательных и картоноделательных мащнн, уменьщает брак и улучщает качество бумаги и картона.
Формула изобретения
Устройство для автоматического регулирования стенени номола бумажной массы, преимущественно в конической мельнице, содержащее датчик удельного давления между ножами размалывающей гарнитуры, установленный в зоне размола и связанный с преобразователем и регулятором, отличающееся тем, что, с целью повышения точности регулирования, оно дополнительно содержит не менее двух датчиков удельного давления между ножами размалывающей гарнитуры, блок умножения и суммирования, причем входы блока суммирования связаны с выходами преобразователя, а выход с регулятором, при этом каждый вход преобразователя соединен с выходом соответствующего датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования степени помола бумажной массы | 1981 |
|
SU988942A1 |
| Система автоматического управления размолом волокнистых компонентов полуфабриката | 1984 |
|
SU1210888A1 |
| Способ регулирования процесса размола бумажной массы | 1990 |
|
SU1747579A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОМАГНИТНЫМ МОМЕНТОМ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 2011 |
|
RU2476982C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА РАЗМОЛА БУМАЖНОЙ МАССЫ | 1970 |
|
SU272809A1 |
| Способ автоматического управления процессом размола бумажной массы | 1978 |
|
SU705043A1 |
| Система автоматического управления размолом массы, выдуваемой из варочного аппарата непрерывного действия | 1976 |
|
SU632393A1 |
| АВТОМАТИЧЕСКИЙ КОМБИНИРОВАННЫЙ МИКРОПРОЦЕССОРНЫЙ РЕГУЛЯТОР ТЕМПЕРАТУРЫ ТЕПЛОВОЙ МАШИНЫ С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ ВЕНТИЛЯТОРА | 2011 |
|
RU2503558C2 |
| Устройство для регулирования скорости асинхронного электродвигателя | 1981 |
|
SU1001410A1 |
| Способ автоматического управления потоком массы в последовательно включенных аппаратах непрерывного размола | 1983 |
|
SU1131947A1 |