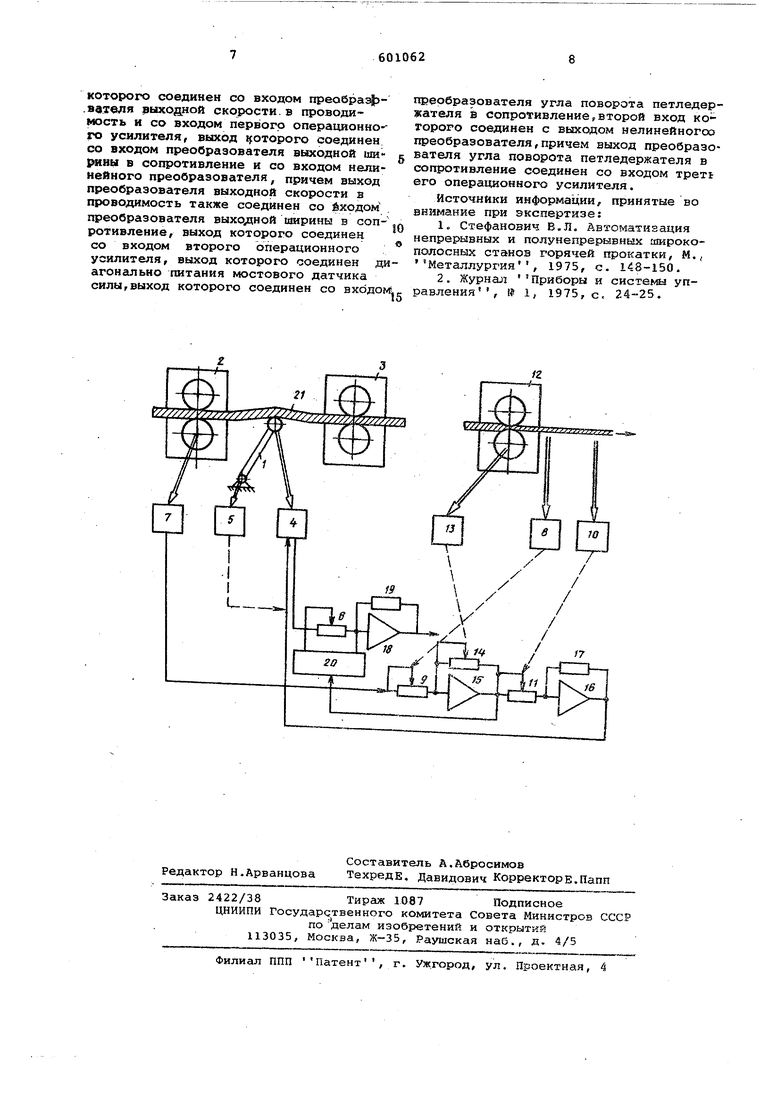
Сила, действующая на ролик пётледержателя, является алгебраической трех, сил; натяжения полосы в мбжклетевсмл промежутке, веса петледе жат0ля и полосы в этом промежутке и силы, зависящей от величины изгибной жесткости полосы. Для станов горячей прокатки состав ляющие от веса и изгибкой жесткости по лосы вносят существенную погрешность в определение натяжений, доходя на толстых полосах до 50% и более. В известном устройстве учет веса проката и петледержателя реализуется по предлагаемому, а нефактическому сечению полосы в межклетевом промежут ке расчетным путем. Влияние на резуль таты измерения изгибной жесткости полосы и вариаций угла подъема петледер жателя вообще не учитывается. Все перечисленные недостатки ухудшают точность измерения натяжений,что снижает эффективность устройства с точки зрения оптимизации режима прокатки, а следовательно, и экономии ме талла за счет выпуска проката с умень шенным полем допусков на его геометри ческие размеры. Целью изобретения является получение информации о величине удельного натяжения, повышение надежности измерения и точности определения удельных натяжений за счет исключения влияния на результат измерения фактического значения веса проката в промежутке,ег изгибной жесткости и вариаций угла подъема петледержателя. Поставленная цель достигается тем, что в устройство для измерения натяже ния, содержащее петледержател,ь с сило вым датчиком и датчик скорости полосы дополнительно вводят преобразователи выходной толщины и ширины проката в сопротивления и выходной скорости в проводимость. Выходы этих преобразова телей соответственно включены между выходом датчика скорости в межклетевом промежутке и входом первого Опера ционного усилителя, между первым и вторым операционными усилителями ив цепи обратной связи первого усилителя Выход второго усилителя соединен ц диагональю питания сило-измерительного мостового датчика петледержателя. Кроме того, в устройство, согласно изобретению, введены также преобразователь угла поворота петледержателя в сопротивление и нелинейный преобразователь напряжение-ток, коэффициент передачи которого обратно пропорционален кубу входной величины. Вход . нелинейного преобразователя соединен с выходом первого усилителя а выход нагружен на сопротивление про образователя угла. Это сопротивление включено i между выходом силОизмеритель Нрго датчика и входом третьего опера ионного усилителя, нулевая точка коOporo смещен на величину, пропорци-. нальную удельному весу прокатываемого; атериала. На чертеже представлена схема предагаемого устройства, Петледержатель 1 установлен между летями 2 и 3, на петледержателе смонирован Датчик 4 силы и преобразоваель 5 угла подъема петледержателя в опротивление б. На клети установлен атчик 7 скорости проката в промежуте Преобразователь 8 выходной толщиы в сопротивление 9и преобразоваель 10 выходной. ширины в сопротивление 11 установлены за последней- клетью 12 стана. На этой клети расположен преобразователь 13 выходной скорости в сопротивление 14. Операционные усилители 15 ,16 ( с масштабирующим сопротивлением обратной связи 17) и 18 ( с масштабирующим сопротивлением обратной связи 19) , а также нелинейный преобразователь 20 вместе с сопротивлениями б, 9, 11, 14 служат для обработки сигналов датчиков 4 и 7. Выход преобразователя скорости проката в промежутке соединен через выходное сопротивление 9 преобразователя толщины проката на выходе стана со входом операционного усилителя 15.Цепь обратной связи усилителя 15 образует выходное сопротивление 14 преобразователя 13 скорости проката на выходе стана. Сперационный усилитель 15 соединен с операционнымусилителем ,16. через выходное сопротивление 11 преобразователя 10 ширины проката. усилителя 16 является напряжением питания силоизмерительного мостового датчика 4 силы, действующей на петледаржатель 1. Выход датчика 4 через выходное сопротивление б преобразователя 5 угла подъема петледержателя соединен со входом операционного усилителя 18 со смещенной нулевой точкой. Сопро тивление 6, в свою очередь, является нагрузкой, подключенной к токовому выходу преобразователя 20, вход которого соединен с выходом усилителя 15. Устройство работает следующим образом. Напряжение от датчика 7 скорости подается на сопротивление 9, с которого поступает на усилитель 15 с обратной связью 14. Усилитель 15 выдает напряжение, обратно пропорциональное толщине полось в промежутке. Это нап- ряжение через сопротивление 11 посту- пает на усилитель 16 с обратной связвю 17. На выходе 16 появляется сигнал,обратно про порциональннй сечению полосы в межклетёвом промежутке. Этот сигнал является питанием силоизмерительного мостового датчика 4, При воздействии на ролик петледержателя 1 силы со ст& роны полосы 21, находящейся между клё 2 и на выходе 4 появляется напряжение, пропорциональное значению удельного натяжения без учета угла подъема петледержателя, веса и жесткости полосы. Это напряжение подается через сопротивление б на усилитель 18 с .обратной связью Г9, что позволяет учесть вариации угла подъема: петледер жателя. Кроме того, на сопротивление нагружен токовый выход нелинейного пр образователя 20. Поскольку на вход 20 подается напряжение с выхода 15, рбра но пропорциональное толщине полосы в промежутке, то на.выходе 20 появляетс ток, пропорциональный квадрату этой Гтолщины, т.е. пропорциональный изгибной жесткости проката. . Для учета веса проката, .. нулевая точка усилителя 18 смещается на постоянную величину, пропорциональную удельному весу прокатываемого материала. Вследствие этого на выходе 18 напряжение становится пропорциональным удельному натяжению с учетом веса, .жёсткости проката и угла подъема петледержателя . Технико-экономический эффект изобретения достигается тем, что автоматическое определение удельного натяжения на непрерывных станах горячей прокатки позволяет стабилизировать про .цесс прокатки и снизить величины применяемых удельных натяжений, так как при отсутствии измерителей удельного натяжения операторы вынуждены увеличивать значения натяжения {что часто ведет к утяжкэ полосы), а это заставляет увеличивать допуск на ширину полосы, что в свою очередь, ведет к экономии металла за счет выпуска проката с умэнхлюнным полем допусков на его геометрические размеры. Измерение удельного натяжения в каждом межклетевом промежутке- S-i ведется в соответствии с зависимостью ...iiii. -K.fi-Kjbiibf; KI 41 J Vi / Ki f p. т .2 1,г-. где 5| - удельное натяжение; ,2, постоянные коэффициенты пропорциональности , определяемые расстоя нием между клетями,. длиной рычага пет ледержателя, передаточным коэффициен том датчика силы, модулем упругости проката; Чс - угол подъема петледержателя; Р( - сила, действующая на ролик Аетледержателя со стороны проката; В - ширина проката (величину шири+ ны проката считаем постоянной для всф межклетевых промежутков); К,- толщина проката на выходе cTajV - скорость проката на выходе стаVj- скорость проката в измеряемом межклетевом промежутке; f - удельный вес металла hi - толщина металла в измеряемом межклетеврм промежутке. Точность вычисления удельных натяжений не менее 0,2 кгс/мм(но не более напряжения текучести) и отношении толщины полосы к длине межклетевого промежутка, не превышающем 0,004. Величину опережения следует учитывать только в случае применения в качестве датчиков скорости тахогенераторов, фиксирующих скорость рабочих валков . По литературным и экспериментальным данным, максимальная величина опережения составляет в чистовойгруппе станов горячей прокатки 8-9%. Таким образом, ошибка в определении толщины металла в промежутке, а следовательно, и удельных натяжений при работе с учетом среднего опережения не превышает ± 4-5%. При наличии импульсаторов на ролике петледержателя опережение учитывается автоматически, так как в устройство при этом вводится действительная скорость полосы. Уширения полосы в чистовой группе непрерывных станов горячей прокатки, как правило, не происходит, возможна лишь утяжка полосы, но при удельньЬс натяжениях порядка 1-1,5 кгс/мм - шириа полосы в чистовой группе остается постоянной. Возможна ошибка в опреде ении толщины полосы в межклетевых ромежутках из-за разнотолщинности подата, образующейся после черновой руппы, но величина этой ошибки не ревышает долей процента. Формула изобретения Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки, содержащее роликовый петледержатель с датчиком силы и датчик скорости проката, о т л.и ч а ю щ е е с я тем, что, с целью получения информации, об удельных натяжени ях и повышения надежности и точности измерения, оно дополнительно содержи преобразователи выходной толщины и ширины проката в сопротивления и выходной скорости в проводимость, преобразователь угла поворота петледержателя в сопротивление, нелинейный преобразователь, операционные усилитЬли, причем выход датчика скорости проката в промежутке между клетями соединен со входом преобразователя выхоЬной толщины в сопротивление, выход
которого соединен со входом преобраф.аэтеля выходной скорости.в проводимость и со входом первого опарационного усилителя, выход ifOTOporo соединен со входом преобразователя выходной ши Р«ВЫ в сопротивление и со входом нелинейного преобразователя, причем выход преобразователя выходной скорости в проводимость также соединен со йходом преобразователя выходной ширины в conротивление, выход которого соединен со входом второго операционного усилителя, выход которого соединен диагонально питания мостового датчика силы,выход которого соединен со вхбдош
преобразователя угла поворота петледержателя в сопротивление,второй вход которого соединен с выходом нелинейногоо преобразователя,причем выход преобразователя угла поворота петледержателя в сопротивление соединен со входом третЕ его операционного усилителя.
Источники информации, принятые во внимание при экспертизе:
1.Стефанович В,Л. Автоматизация непрерывных и полунепрерывных широкополосных станов горячей прокатки, М., Металлургия, 1975, с. 148-150.
2.Журнал Приборы и системы управления, № 1, 1975, с. 24-25.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1980 |
|
SU876230A1 |
| Электропривод для петледержателя на непрерывном листовом стане горячей прокатки | 1982 |
|
SU1073869A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ ДИНАМИЧЕСКОГО ТОКА ЭЛЕКТРОПРИВОДА ПЕТЛЕДЕРЖАТЕЛЯ | 1998 |
|
RU2136418C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПЕРВОМ МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ЧИСТОВОЙ ГРУППЫ СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2646305C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ | 1999 |
|
RU2147951C1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Система автоматического регулирования натяжения полосы | 1985 |
|
SU1258541A1 |
