1
Изобретение относится к гибке сортового проката, конкретно к изготовлению уголковых рам.
Известно устройство для гибки полосового и сортового проката между бойка.ми, установленными на поворотной планшайбе 1.
Однако на этом устройстве нельзя осуществить гибку изделий с большой точностью, а также получить замкнутый контур.
Известно и другое устройство для гибки за готовок, содержаш,|Ие корпус, поворотную планшайбу с гидроприводом, гибочный пуансон, ззкрепленный на поворотной планшайбе, прижимное устройство с гидроцилиндром, натяжное устройство и следяш,ую систему 2.
При повороте планшайбы заготовка, находящаяся между гибочиым пуансоном к башмаком прижимного устройства, деформируется и нришгмает фopiмy пуа нсона.
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Педостатком его является низкая производительность из-за невозможности получения одновременно двух уголковых рам с одинаковым коНтуром.
Целью изобретения является повышение производительности станка путем одновременной гибки двух уголковых рам.
Указанная цель достигается тем, что станок снабжен дополнительным поворотным гибочным нуансоном, уста1новленным над гибочным пуансоном на штоке гидроцилиндра, причем дополнительный гибочный пуансон установлен соосно с поворотной планшайбой, а прижИМное устройство выполнено с двумя бащмакаМи, связанными с гидроцилиндром посредством разделительного меха ;1иЗМа, который выполнен в виде поворотного сухаря с роликовыми опорами.
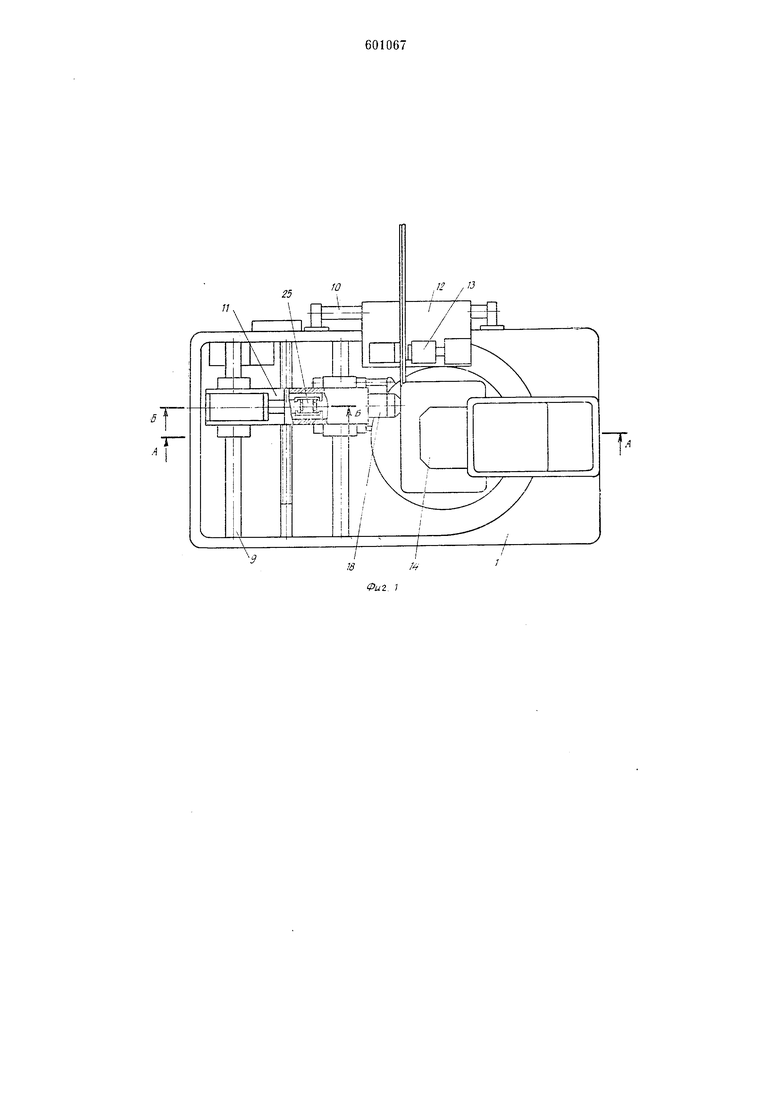
Па фиг. 1 изображен станок в плане; на фпг. 2 - разрез .4-Л фиг. 1; на фиг. 3 - разрез Б-Б ф:;г. 1.
В корпусе / станка для гибки уста -ювле ia на оси 2 поворотная планшайба 5 с закрепленными на ней гибочным пуансоном 4 и копнром 5. Па оси неподвижно закреплено зубчатое колесо 6, врашенне которому передается от гидромотора 7 через червячный редуктор 8.
В корпусе закреплены две пары направляющих 9 и 10, по которым движутся каретка приж;1ма // и каретка
натяжения 12 с натяжным устройством 13.
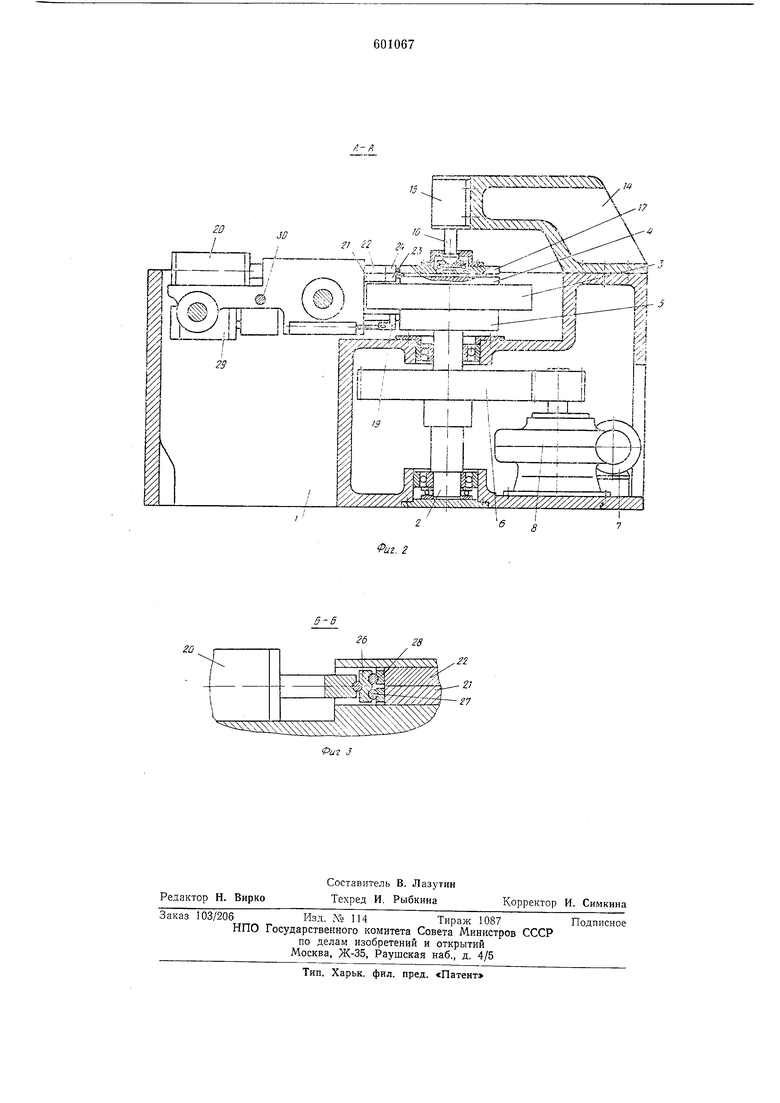
Па корпусе станка расположен 14 с вертикально расположенным гидроцилиндром 15, на штоке 16 которого шарннрно закрепле1 дополнительный поворотный гибочный nyaiHCOH 17, используемый также для зажима затотозок.
На каретке прижима 11 смонтированы прижимное 18 и следящее 19 устройства. Прижимное устройство состоит из гидроцилиндра 20 и двух ползунов 21 и 22 с заа реплбнны-ми на них прлжНМнЫМи бьгстросъемныМ1И башмаками 23 и 24. Передача движения и усилий от гидроцилиндра 20 на иолзуны происходит через разделительное устройство 25, выполненное в виде поворотного сухаря 26 с роликовыми опорами 27 и вкладышами 28. Движение каретки прижима J1 осуществляется от гидромотО:ра 29 через винтовую лару 30.
Стайок для гибки уголковых рам работает следующим образом.
ПоларНО скрепленные уголковые заготовки устанавливаются на станке между двумя разведенными пуансона1ми 4. Пуаисон 17 с помощью гидроц-илиндра 15 опускается и зажимает о,дИ|Н конец заготовок, а натяжное устройство 13 зажимает их другой конец. Г1идроцилл-1ндр 20 прижимает заготовки к боковым поверхностям пуансона 4 и 17. Разделительное устройство 25 за счет поворота сухаря 26 на оси роликовой опоры 27 выбирает воз1можную разностениость полок уголковых заготовок и тем самым обеспечивает одинаковое усилие прижИМа заготовок к пуансонам 4 и 17, после чего каретка прижима // совершает поступательное движение влево (ом. по чертежу) вдоль сторон пуансонов 4 и 17.
Дойдя до начала радиуса изгиба SiaroTOBки, плаНщайба начинает вращаться против часовой стрелки, а каретка прижима 11 изменяет на1НравЛение движения «а противоположное и обжимает заготовки по радиусному углу иуансонов 4 и 17. Повернувшись на 90°, планшайба 3 останавливается, а каретка прижима 11 вновь начинает движение влево вдоль другой стороны пуансонов 4 и 17, и т. д. до получения полного замкнутого контура рамки.
Синхронность поворота планшайбы 3 и движения каретки прижима // вправо, необходимая для обеспечения постоянного направления усилия прижима по нормали к профилю ра.мки, достигается благодаря следящему устройству 19. При рассогласовании поворота планшайбы 3 и движения каретки прижима 11 следящее устройство падает команду на гидромотор 29, который увеличивает или уменьшает скорость движения каретки прижима //.
По окончании цикла все механизмы занимают исходное положение. Все движения механизмов осуществляются автоматически, съе,1 готовых рам - вручную.
Формула изобретен и я
1.Станок для гибки уголковых рам, содержащий корпус, новоротную планщайбу с
гндроприводОМ, гибочный пуансон, закрепленный на поворотной планшайбе, прижи мное устройство с гндроцнлиндром, иатяжное устройство и следящую систеМу, отличаю5 щ и и с я те.м, что, с целью Ло.вышення нроиззоднтельности путем одновременной гибки двух уголковых рам, он снабжен донолнительны:м поворотным гибочным пуансоном, установленным над гибочным пуансоном на
штоке гидроцилиндра, причем донолнительный гИбочный пуансон установлен соосно с новоротной планшайбой, а прижимное устройство выполнено с двумя баш:маками, связанными с гидроцилиндром носредством раз5 делительного механизма.
2.Станок по п. 1, отличающийся тем, что р азделительный механизм выполнен в виде поворотного сухаря с роликовыми опорами.
Источники информации, принятые во внимание при экснертизе:
1. Патент США Х 3851518, кл. 72-384, 1974 г.
5 2. Патент США К«. 3388577, кл. 72-151, 1968 г. прототип. ;. r---B|S5SSSSS .. i j.. t.- i: vSSSSSS, :zt 3;eiife -:::::: te ir f:L i- j:;:;25SSP m3™ ; 0 Zi2x/1 - -- - ---1 J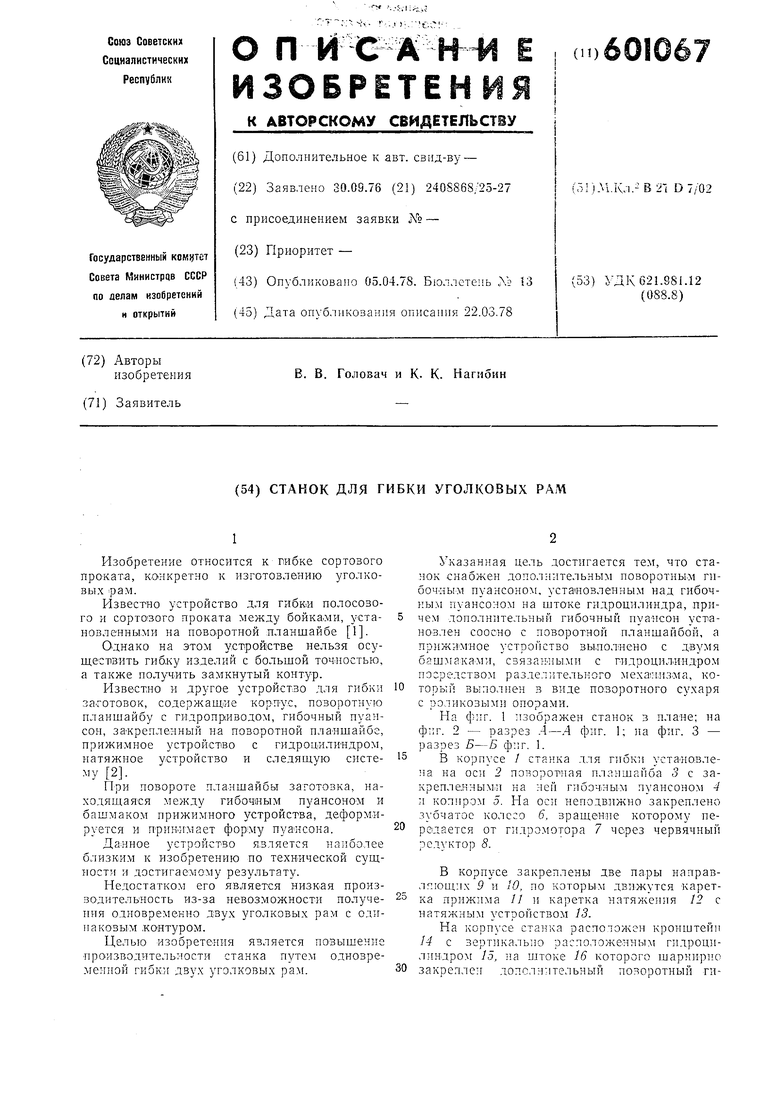
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки уголковых рам | 1980 |
|
SU927369A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Станок для гибки профилей,преимущественно несимметричных,с растяжением | 1982 |
|
SU1063505A1 |
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| Станок для навивки змеевиков | 1977 |
|
SU659236A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |