Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления металлической тары.
Цель изобретения - расширение технологических возможностей за счет расширения типоразмеров изготавливаемой металлической тары.
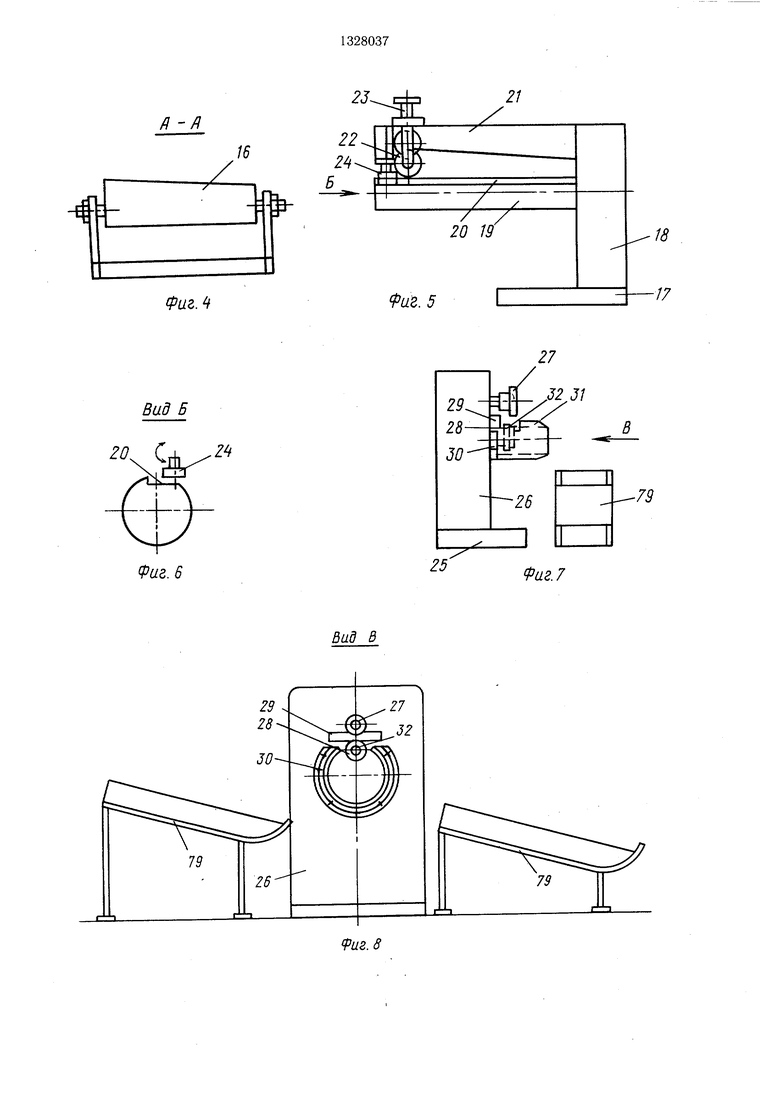
На фиг. 1 показана гибкая линия изготовления металлической тары, общий вид; на фиг. 2 - гибочно-вальдовочное устройство; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - то же, с перевернутой отклоняющей серповидной поворотной планкой; на фиг. 5 - машина для закатки продольного шва; на фиг. 6 - вид Б
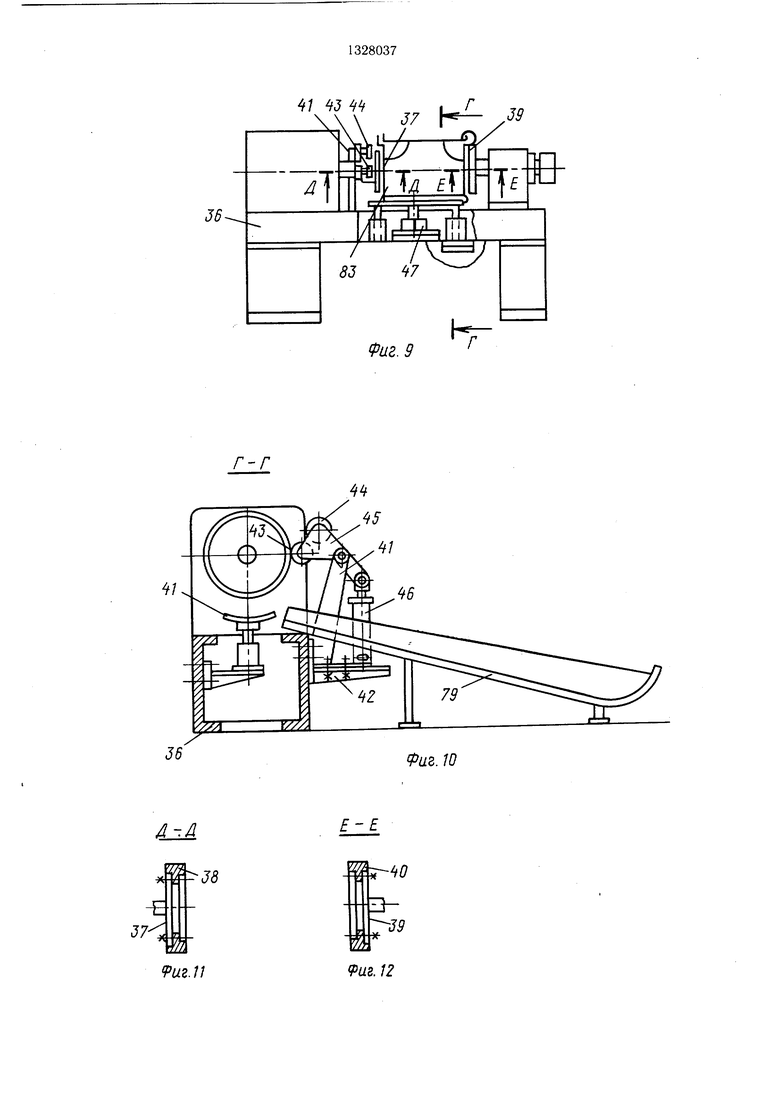
для закатки днищ, состоящая из станины 36, на которой установлены на горизонтальных осях приводная планшайба 37 с комплектом сменных колец 38, поджимная планшайба 39
5 с комплектом сменных колец 40. Рядом с приводной планшайбой 37 на стойке 41, закрепленной на кронштейне 42, установлены закаточные ролики 43 и 44 в двуплечем рычаге 45, шарнирно соединенном с приводом 46. В промежутке между планшай10 бами 37 и 39 установлен приемопередающий манипулятор 47.
За машиной 35 установлена окрасочная камера 48 и сушильная камера 49. В окрасочной камере 48 смонтированы рейки 50 и 51
на фиг. 5; на фиг. 7 - отбортовоч- . и окрасочный автомат 52, содержащий трансный станок; на фиг. 8 - вид В на фиг. 7; на фиг. 9 - машина для закатки днищ; на фиг. 10 - разрез Г-Г на фиг. 9; на фиг. 11 - разрез Д-Д на фиг. 9; на фиг. 12 разрез Е-Е на фиг. 9; на фиг. 13 - устпортер 53, снабженный каретками 54 со звездочками 55 и подпружиненными подвесками 56, шарнирно закрепленными в каретках 54 и снабженными конечниками 57 ромбической формы. На станке с наружной
35
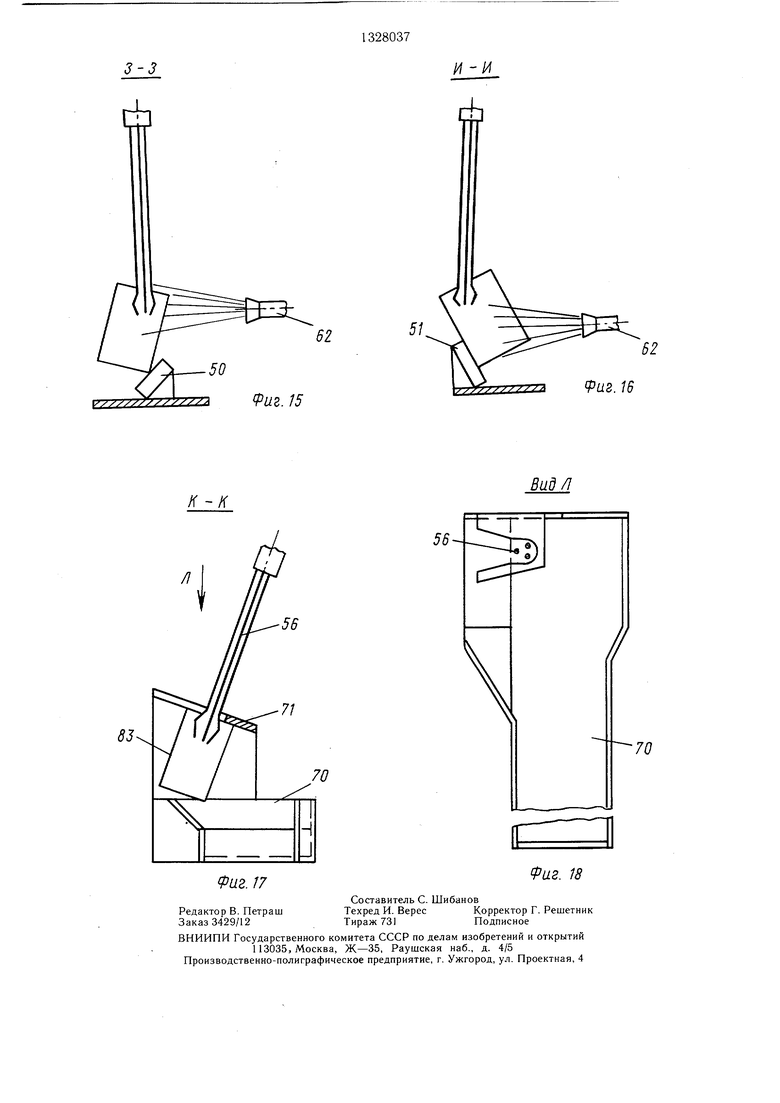
ройство для окраски барабанов; на фиг. 14- 20 стороны окрасочной камеры 48 в направляющих дорожках 58 на роликах 59 установлена каретка 60, снабженная выдвижным поводком 61, имеющим возможность поочередного контактирования с каретками 54 транспортного устройства 53. Форсунка 62
25 установлена на рычажном манипуляторе 63, закрепленном шарнирно на вилке 64 каретки 60. Для возврата в исходное положение каретка 60 снабжена приводом 65. Для вращения окрашиваемых изделий в момент нанесения красителя с внутренней стороны на стенке окрасочной камеры 48 установлена цепь 66, с которой поочередно контактируют звездочки 55 кареток 54. Для переключения реверсивного хода привода 65 на каретке 60 в пазах 67 закреплен переключающий штырь 68, контактирующий с золотником 69, закрепленным на стенке окрасочной камеры 48.Для укладки окращенных изделий после сущки возле су- щильной камеры 49 установлен накопитель 70 окрашенных изделий, над которым уста40 новлен съемник 71 в виде V-образной скобы, прикрепленный наклонно к горизонтальной плоскости по ходу движения кареток 54. Рядом с накопителем 70 установлен трафаретный станок 72.
Вторая ветвь линии снабжена прессом 73
45 с комплектом штампов 74 для изготовления различных по диаметру верхних днищ и прессом 75 с комплектом штампов 76 для изготовления нижних днищ. Для изготовления крыщек для лючков различной формы и размеров установлен пресс 77 с комплектом щтампов 78. Для пооперационной передачи заготовок изделий станки и устройства связаны между собой накопителями 79, передвижными накопителями 80, а для передачи на склад готовых изделий -
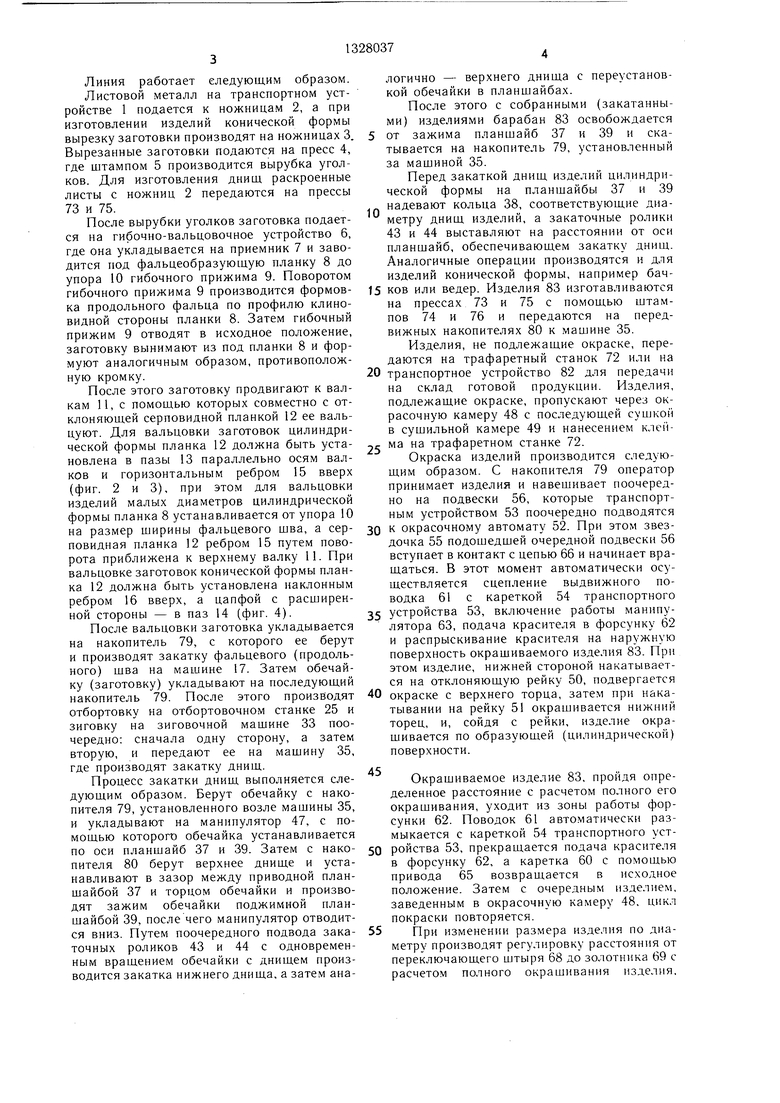
разрез Ж-Ж на фиг. 13; на фиг. 15 - разрез 3-3 на фиг. 13; на фиг. 16 - разрез И-И на фиг. 13; на фиг. 17 - разрез К-К на фиг. 1; на фиг. 18 - вид Л на фиг. 17. Гибкая линия изготовления металлической тары состоит из установленных по ходу технологического процесса двух ветвей. Первая ветвь выполнена из транспортного устройства 1, ножниц 2 для резки листового металла и радиусных ножниц 3, пресса 4 со щтампом 5 для вырубки уголков, ги- бочно-вальцовочного устройства 6, установленного за прессом 4 и содержащего приемник 7 заготовок, выполненный в виде плиты, клиновидную фальцеобразную планку 8, установленную с возможностью продольного перемещения, и поворотно-гибочный прижим 9 с упором 10, приводные валки 11, отклоняющую серповидную поворотную планку 12, установленную параллельно осям валков 11 в паз 13 или под углом в паз 13 и 14. Планка 12 имеет горизонтальное 15 и наклонное 16 ребра.
За устройством 6 установлена машина 17 для закатки фальцевого (продольного) шва, которая содержит станину 18 с консольным цилиндрической формы хоботом 19, снабженным направляющей дорожкой 20, сверху на кронштейне 21 установлен закаточный ролик 22 с механизмом-23 прижима и боковой поджимной ролик 24.
За машиной 17 установлен отбортовочный станок 25, включающий станину 26, на которой смонтированы два сменных приводных ролика 27 и 28 и упор 29 с направляющей оправкой 30, выполненной в виде цилиндра с усеченным конусом 31 и вырезом 32 для выхода ролика 28 с возможностью вертикального ее перемещения.
50
За отбортовочным станком 25 установлена rj транспортными устройствами 81 и 82.
зиговочная машина 33, снабженная сменными зиговочными роликами 34. За зиговоч- ной машиной 33 установлена машина 35
Линия снабжена электрической и пневматической системами, обеспечивающими работу приводов линии.
для закатки днищ, состоящая из станины 36, на которой установлены на горизонтальных осях приводная планшайба 37 с комплектом сменных колец 38, поджимная планшайба 39
с комплектом сменных колец 40. Рядом с приводной планшайбой 37 на стойке 41, закрепленной на кронштейне 42, установлены закаточные ролики 43 и 44 в двуплечем рычаге 45, шарнирно соединенном с приводом 46. В промежутке между планшай0 бами 37 и 39 установлен приемопередающий манипулятор 47.
За машиной 35 установлена окрасочная камера 48 и сушильная камера 49. В окрасочной камере 48 смонтированы рейки 50 и 51
и окрасочный автомат 52, содержащий транспортер 53, снабженный каретками 54 со звездочками 55 и подпружиненными подвесками 56, шарнирно закрепленными в каретках 54 и снабженными конечниками 57 ромбической формы. На станке с наружной
35
25
45
50
транспортными устройствами 81 и 82.
Линия снабжена электрической и пневматической системами, обеспечивающими работу приводов линии.
Линия работает следующим образом.
Листовой металл на транспортном устройстве 1 подается к ножницам 2, а при изготовлении изделий конической формы вырезку заготовки производят на ножницах 3. Вырезанные заготовки подаются на пресс 4, где штампом 5 производится вырубка уголков. Для изготовления днищ раскроенные листы с ножниц 2 передаются на прессы 73 и 75.
После вырубки уголков заготовка подается на гибочно-вальцовочное устройство 6, где она укладывается на приемник 7 и заводится иод фальцеобразующую планку 8 до упора 10 гибочного прижима 9. Поворотом гибочного прижима 9 производится формовка продольного фальца по профилю клиновидной стороны планки 8. Затем гибочный прижим 9 отводят в исходное положение, заготовку вынимают из под планки 8 и формуют аналогичным образом, противоположную кромку.
После этого заготовку продвигают к валкам 11, с помощью которых совместно с отклоняющей серповидной планкой 12 ее вальцуют. Для вальцовки заготовок цилиндрической формы планка 12 должна быть установлена в пазы 13 параллельно осям валков и горизонтальным ребром 15 вверх (фиг. 2 и 3), при этом для вальцовки изделий малых диаметров цилиндрической формы планка 8 устанавливается от упора 10 на размер ширины фальцевого шва, а серповидная планка 12 ребром 15 путем поворота приближена к верхнему валку 11. При вальцовке заготовок конической формы планка 12 должна быть установлена наклонным ребром 16 вверх, а цапфой с расширенной стороны - в паз 14 (фиг. 4).
После вальцовки заготовка укладывается на накопитель 79, с которого ее берут и производят закатку фальцевого (продольного) щва на машине 17. Затем обечайку (заготовку) укладывают на последующий накопитель 79. После этого производят отбортовку на отбортовочном станке 25 и зиговку на зиговочной мащине 33 поочередно: сначала одну сторону, а затем вторую, и передают ее на машину 35, где производят закатку днищ.
Процесс закатки днищ выполняется следующим образом. Берут обечайку с накопителя 79, установленного возле машины 35, и укладывают на манипулятор 47, с помощью которого обечайка устанавливается по оси планшайб 37 и 39. Затем с накопителя 80 берут верхнее днище и устанавливают в зазор между приводной планшайбой 37 и торцом обечайки и производят зажим обечайки поджимной планшайбой 39, после чего манипулятор отводится вниз. Путем поочередного подвода закаточных роликов 43 и 44 с одновременным вращением обечайки с днищем производится закатка нижнего днища, а затем аналогично - верхнего днища с переустановкой обечайки в планшайбах.
После этого с собранными (закатанными) изделиями барабан 83 освобождается 5 от зажима планшайб 37 и 39 и скатывается на накопитель 79, установленный за машиной 35.
Перед закаткой днищ изделий цилиндрической формы на планщайбы 37 и 39
, надевают кольца 38, соответствующие диаметру днищ изделий, а закаточные ролики 43 и 44 выставляют на расстоянии от оси планшайб, обеспечивающем закатку днищ. Аналогичные операции производятся и для изделий конической формы, например бач15 ков или ведер. Изделия 83 изготавливаются на прессах 73 и 75 с помощью штампов 74 и 76 и передаются на передвижных накопителях 80 к машине 35.
Изделия, не подлежащие окраске, передаются на трафаретный станок 72 или на
0 транспортное устройство 82 для передачи на склад готовой продукции. Изделия, подлежащие окраске, пропускают через окрасочную камеру 48 с последующей сушкой в сушильной камере 49 и нанесением клей5 ма на трафаретном станке 72.
Окраска изделий производится следующим образом. С накопителя 79 оператор принимает изделия и навещивает поочередно на подвески 56, которые транспортным устройством 53 поочередно подводятся
0 к окрасочному автомату 52. При этом звездочка 55 подошедшей очередной подвески 56 вступает в контакт с цепью 66 и начинает вращаться. В этот момент автоматически осуществляется сцепление выдвижного поводка 61 с кареткой 54 транспортного
5 устройства 53, включение работы манипулятора 63, подача красителя в форсунку 62 и распрыскивание красителя на наружную поверхность окрашиваемого изделия 83. При этом изделие, нижней стороной накатывается на отклоняющую рейку 50, подвергается
0 окраске с верхнего торца, затем при накатывании на рейку 51 окрашивается нижний торец, и, сойдя с рейки, изделие окрашивается по образующей (цилиндрической) поверхности.
Окрашиваемое изделие 83, пройдя определенное расстояние с расчетом полного его окрашивания, уходит из зоны работы форсунки 62. Поводок 61 автоматически размыкается с кареткой 54 транспортного уст0 ройства 53, прекрашается подача красителя в форсунку 62, а каретка 60 с помощью привода 65 возвращается в исходное положение. Затем с очередным изделием, заведенным в окрасочную камеру 48, цикл покраски повторяется.
5 При изменении размера изделия по диаметру производят регулировку расстояния от переключающего штыря 68 до золотника 69 с расчетом полного окрашивания изделия.
регулируют процесс окраски также за счет скорости движения транспортного устройства 53, размера шага кареток 54, расстояния форсунки 62 от окрашиваемой поверхности и размером факела распыления красителя.
После покраски изделия 83 транспортным устройством 53 передаются в сушильную камеру 49, затем просушенные изделия транспортным устройством 53 подаются на накопитель 70, где изделия 83 автоматически съемником 71 снимаются с подвесок 56 и укладываются в горизонтальном положении на накопитель 70, откуда они поступают на трафаретный станок 72. После нанесения трафаретного знака изделия передают транспортным устройством 82 на склад готовой продукции. Изготовление крышек для лючков производится на прессе 77 с помош,ью штампа 78. Изготовленные крышки транспортным устройством 81 передают на склад.
Предлагаемая гибкая линия изготовления металлической тары позволяет производить перенастройку оборудования на изготовление нескольких типоразмеров барабанов различной емкости.
Формула изобретения
. Гибкая линия изготовления металлической тары, включающая установленные в головной части ножницы для резки листа, установленные в средней части две параллельные ветви линии, одна из которых содержит установленные по ходу технологического процесса пресс со штампом для вырубки уголков, устройство для отгибки фальца и гибки обечайки, машину для закатки продольного фальцевого шва, отбор- товочный станок, зиговочную машину, а другая ветвь содержит прессы со штампами для изготовления верхнего и нижнего днищ и последовательно расположенные в хвостовой части, связанной с обеими ветвями, машину для закатки в обечайках днищ с приводной и поджимной планшайбой, инстру0
0
5
0
5
0
ментом для закатки и манипулятором, окра сочную камеру, содержащую автомат для окраски с форсункой, смонтированной на ка ретке, сушильную камеру, проходящее через обе Камеры транспортное устройство для перемещения тележек с шарнирно закрепленными на них подвесками деталей, накопитель окрашенных изделий fi трафаретный станок, накопители, транспортные устройства, отличающаяся тем, что, с целью расширения технологических возможностей, устройство для отгибки фальца выполнено в виде приводной поворотной гибочной траверсы с упором для заготовки и прижимной фальцеобразующей планкой с клиновидной рабочей частью, которая закреплена на устройстве с возможностью регулировочного перемещения относительно упора поворотной траверсы, устройство для гибки обе- чайк-и выполнено в виде верхнего и нижнего приводных подпружиненных валков и отклоняющей планки с вогнутой рабочей поверхностью, смонтированной с возможностью поворота относительно своей продольной оси и регулировочного перемещения в горизонтальной плоскости под углом к продольной оси валков, приводная планшайба машины для закатки в обечайках днищ снабжена сменным кольцом, выполненным в соответствии с размерами обрабатываемого изделия, а инструмент для закатки выполнен в виде сменных роликов для предварительной и окончательной закатки, рабочий профиль которых выполнен в соответствии с профилем закатываемого шва.
2.Линия по п. 1, отличающаяся тем, что автомат для окраски снабжен переключающим штырем, закрепленным в пазах, выполненных в каретке, а на стенке окрасочной камеры установлен золотник, при этом штырь закреплен с возможностью взаимодействия с золотником.
3.Линия по пп. 1 и 2, отличающаяся тем, что накопитель окрашенных изделий снабжен съемником, выполненным в виде V-об- разной скобы, закрепленной под углом к горизонтали по ходу подачи.
74 7J
fpuB. 1
/7 -/7
7
75
T z/s.f
W2.J
Д -А
/
16
ФигЛ
21
18
(iZ.S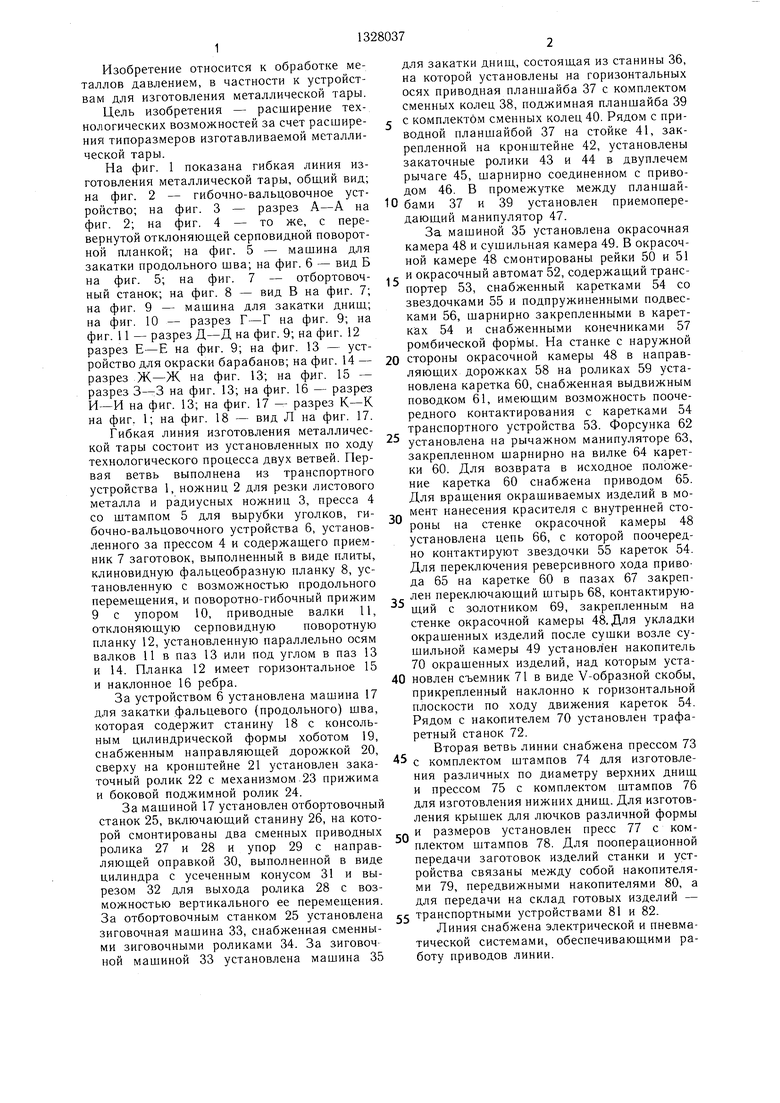
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| Поточная линия для изготовления коробок | 1959 |
|
SU136300A1 |
| Устройство для давильной обработки | 1976 |
|
SU610591A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Устройство для подачи заготовок в рабочую зону обрабатывающей машины и их удаления | 1984 |
|
SU1268253A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Способ изготовления полых осесимметричных деталей | 1986 |
|
SU1412840A1 |

Изобретение относится к обработке металлов давлением, в частности к изготовлению металлической тары. Целью изобретения является расширение технологических возможностей. Цель достигается путем снабжения линии приспособлениями, позволяю- шими производить переналадку оборудования с выпуска одного типоразмера изделий на другой без замены самого оборудования. Линия содержит две параллельные ветви, одна из которых содержит, в частности гибочно-вальцовочное устройство, закаточную машину и автомат для окраски, а вторая - прессы со штампами для изготовления верхнего и нижнего дниш,. Гибочно-вальцовочное устройство, закаточная машина и автомат для окраски снабжены быстропереналаживаемыми узлами и сменными комплектами приспособлений. 2 3. п. ф-лы, 18 ил. е о:) to СХ) о со 
Вид Б
20 Сл,
rf...j;
В
26
-79
Фиг. 6
Вид В
25
Фаг. 7
Z9 2830 ё
Z7 32
Фиг. в
Фаг. W
Е-Е
mr-4
т
Puz.ll
-39
Г//Я
9аг. 12
фиг. и
J-J
и-и
Фиг. 15
Риг. 16
/Г -/Г
Вид/J
Ui2. 18
Составитель С. Шибанов
Техред И. ВересКорректор Г. Решетиик
Тираж 731Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Рабочие чертежи ВАМИ для ИрАЗа, 1968., № ЭО-3329. |
