(54) СТАНОК ДЛЯ ГИБКИ УГОЛКОВЫХ РАМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки уголковых рам | 1976 |
|
SU601067A1 |
| ПРЕОБРАЗОВАТЕЛЬ УГЛА ПОВОРОТА ВАЛА В НАПРЯЖЕНИЕ | 1987 |
|
RU2056700C1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Многоточечное регистрирующее устройство | 1977 |
|
SU678298A2 |
| Устройство контроля деформации заготовки при гибке профилей с растяжением | 1979 |
|
SU863068A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| СТАНОК ДЛЯ ГИБКИ ПРУТКОВ | 2008 |
|
RU2419502C2 |
| Станок для гибки с растяжением профилей | 1981 |
|
SU950464A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
I
Изобретение относится к машиностро ению, в частности к конструкции оборудования для обработки давлением.
Известен станок для гибки уголковых рам, содержащий смонтированные в корпусе поворотную планшайбу с гидроприводом, гибочный пуансон, закрепленный на приводной поворотной планшайбе, каретку с приводом, установленный на каретке следящий башмак, натяжное устройство, а также следящую систему, соединенную с устройством управления и блоком контроля цикла 1,
Недостатком станка является то, что высокая точность гибки при профилировании рам не достигается из-за отсутствия непрерывного контроля за усилием лрижима в следящей системе, выполненной на путевых выключателях.
Цель изобретения - повышение точности гибки при профилировании.
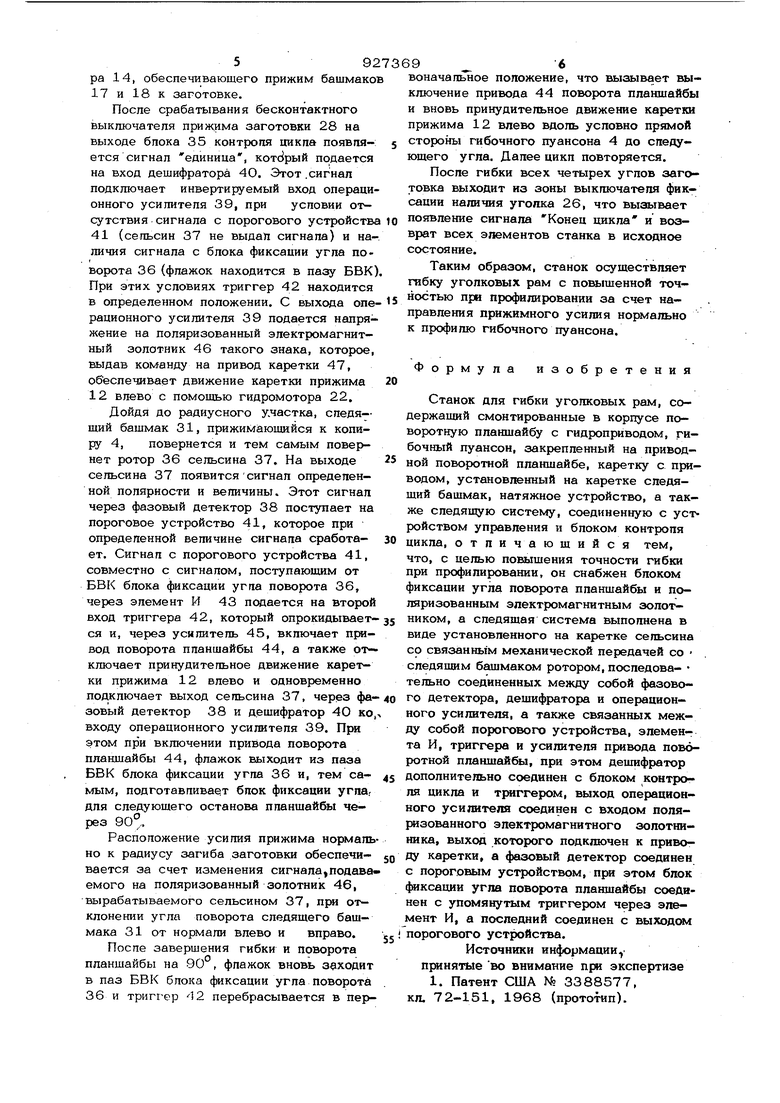
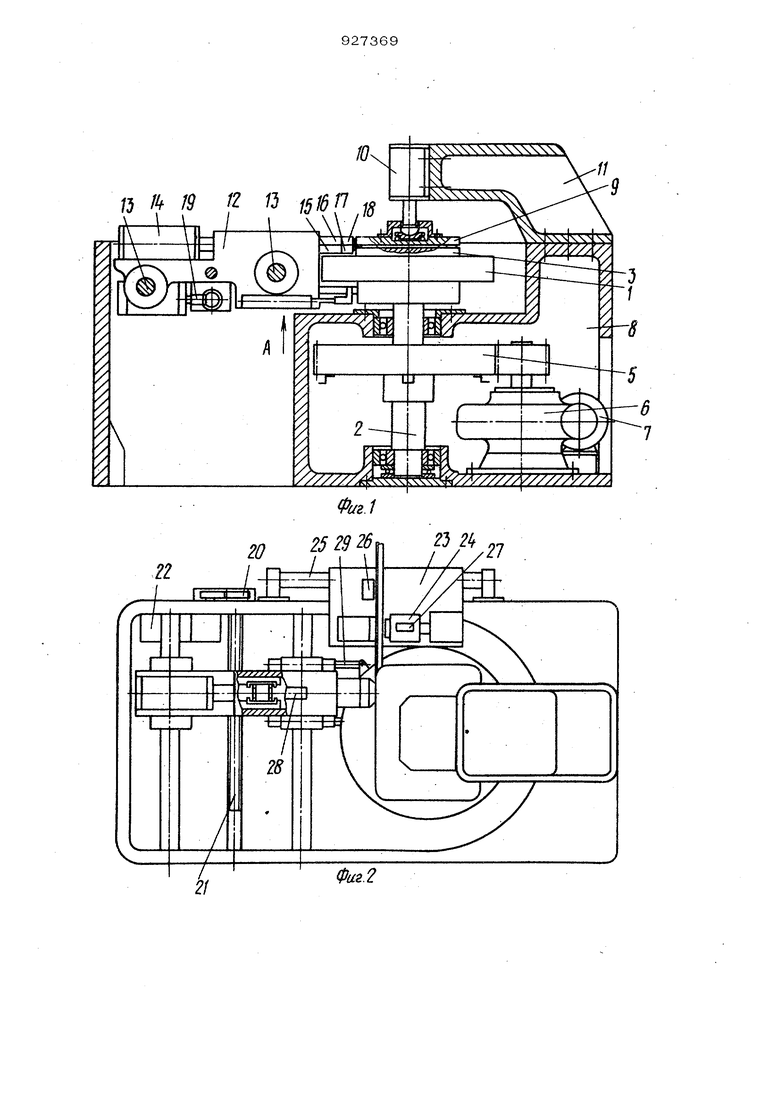
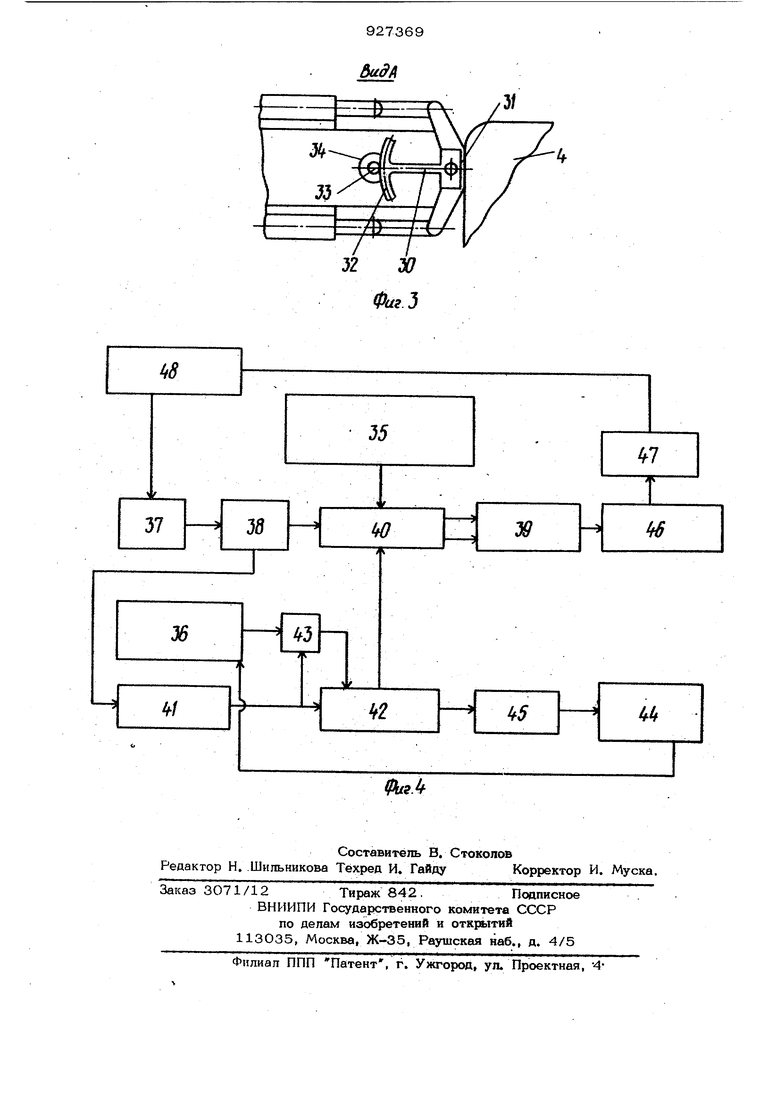
Цель достигается тем, что станок для гибки уголковых рам, содержащий смон-тированные в корпусе поворотную планшайбу с гидроприводом, гибочный пуансон, закрепленный на приводной поворотной планшайбе, каретку с приводом, установленный на каретке следящий башмак, натяжное устройство, а также следящую систему, соединенную с устройством управления и блоком контроля цикла, снабжен поляризованным электромагнитным золотником и блоком фиксации угла поворота планшайбы, а следящая система выполнена в виде установленного на карютке сельсина со связанным механической пер)едачей со следящим башмаком ротором, последовательно соединенных между собой фазового детектора, дешифратора и операционного усилителя, а также связанных между собой порогового устройства элемента И, триггера и усилителя привода поворотной планшайбы, при этом дешифратор дополнительно соединен с блоком контроля цикла и триггером, выход операционного усилителя соединен с входом поляризованного электромагнитного золотника, выход последнего подключен к приводу каретки, а фазовый детектор соединен с пороговым устройством, при этом блок фиксации угла поворота планшайбы соединен с упомянутым триггером через элемент И, а последний соединен с выходом порогового устройства. На фиг, i VI 2 изображен станок, общий вид; на 4мг, 3 - вид А на фиг, 1; на фиг. 4 - блок-схема управления станком, Станок для гибки содержит планшайбу 1, закрепленную на валу 2, На планшайбе 1 сверху прикреплен гибочный пуансон 3, а снизу копир 4. На валу 2 закреплено зубчатое колесо 5, которому переда ется врашение через червячный редуктор 6 от гидропривода 7, Вал 2 смонтирован в литом корпусе 8, Второй гибочный пуансон 9 шарнирно закреплен на штоке ве тикально расположенного гидроцилиндра 10, установленного на кронштейне 11, который крепится к корпусу 8. Причем второй гибочный.пуансон 9 устанавливается конгруенто с гибочным пуансоном 3. и служит также для зажима заготовок. На стенке для гибки имеется также каретка 12, которая движется по двум направпяюшим 13, неподвижно закрепленным в корпусе 8, Каретка 12 имеет прижимное устройство, содержашее из гидроцилиндра 14 и двух ползунов 15 и 16, на конце которы установлены быстросъемные прижимные башмаки 17 и 18, Каретка 12 получает движение через зубчатые пары 19 и 2О и винтовую пару 21 от гидромоторю 22, Для обеспечения предварительного натяжения заготовок на станке гибки имеет ся каретка натяжения 23 с гидроцилиндром 24, движущаяся по двум направляюшим 25, неподвижно закрепленным в кор пусе 8, На каретке натяжения 23 установлены бесконтактные конечные выключа тели 26 наличия уголка и контроля вклю чения механизма натяжения 27, На каретке 12, сверху, установлен бесконтактный конечный выключатель 28 контролирующий срабатывание прижимного устройства, а внизу механическая передача 29, состоящая из поворотного рычага 30, на одном конце которого за креплен следящий башмак 31,а на другом зубчатый сектор 32, находящийся в зацеплении с шестерней 33, установленной на роторе 34 сельсина. Схема управления станка состоит из блока 35 контроля цикла, в состав которого входят бесконтактные конечные выкгаочатели 26 наличия уголка, контроля включения механизма натяжения 27,контроля срабатывания прижимного устройства 23 и блока 30 фиксации угла поворота / планшайбы. К схеме управления подключен сельсин 37, соединенный с фазовым детектором 38 и служащий для выработки сигнала определенной полярности и величины в зависимости от угла поворота следящего башмака 31 в ту стороИу относительно нормали к радиусу загиба заготовки (т, е, к профипю копира). Первый выход фазового детектора 38 подключен к входу операционного усилите- ля 39 через дешифратор 4О, служащий для выработки соответствующих команд в зависимости от сигнала приходящего с фазового детектора 38, Второй выход фазового детектора 38 подключен через пороговое .устройство 41, к триггеру 42 и к элементу И 43, управляющим работой дешифратора 40 и пртводом поворота планшайбы 44 через усилитель 45. Привод планшайбы 44 состоит из гидромотора 7, червячного редуктора 6, шестерня 5 с четырьмя флажками, входящими при вращении шестерни в паз БВК (не показан) блока фиксации 36, Операционный усилитель 39 через поляризованный электромагнитный золотник 46 управляет приводом каретки 47, состоящим из гидромотора 22, зубчатых пар 19 и 20 и винтовой пары 21, Обратная связь между приводом каретки 47 и сельсином 37 осуществляется через коммутирующее устройство 48, Цикл работы станка состоит из 2-х этапов. Первый этап - движение каретки прижима вдоль условно-прямой стороны гибочного пуансона, при включенном вращении планшайбы и второй - гибка уголка на радиусном участке, когда вместе с движением каретки прижима синхронно вращается планшайба вместе с гибочным пуансоном. Станок для гибки работает следующим образом. Заготовки устанавливают в зажимное устройство и при ,этом срабатывает бесконтактный выключатель наличия угопка 26, Поспе включения устройства управления производится зажим заготовки гидроцилиндром 1О и с выдержкой времени (0,5 с) срабатывает гидроцилгиндр натяжения 24, обеспечивающий натяжение заготовки. Наличие натяжения фиксируется бесконтактным выключателем 27, который подает команду на включение гидроцигапщpa 14, обеспечивающего прижим башмаков 17 и 18 к заготовке. После срабатывания бесконтактного выключателя прижима заготовки 28 на выходе блока 35 контроля цикла появляется сигнал единица, который подается на вход дешифратора 4О. Этот .сигнал подключает инвертируемый вход операционного усилителя 39, при условии отсутствия сигнала с порогового устройства 41 (сельсин 37 не выдал сигнала) и наличия сигнала с блока фиксации угла поворота 36 (флажок находится в пазу БВК) При этих условиях триггер 42 находится в определенном положении. С выхода oneрационного усилителя 39 подается напряжение на поляризованный электромагнитный золотник 46 такого знака, которое, выдав команду на привод каретки 47, обеспечивает движение каретки прижима 12 влево с помощью гидромотора 22. Дойдя до радиусного у.частка, следящий башмак 31, прижимающийся к копиру 4, повернется и тем самым повернет ротор 36 сельсина 37, На выходе сельсина 37 появитсясигнал определенной полярности и величины. Этот сигнал через фазовый детектор 38 поступает на пороговое устройство 41, которое при определенной величине сигнала сработает. Сигнап с порогового устройства 41, совместно с сигналом, поступающим от БВК блока фиксации угпа поворота 36, через элемент И 43 подается на второй вход триггера 42, который опрокидывается и, через у си тш те ль 45, включает привод поворота планшайбы 44, а также от ключает принудительное движение каретки прижима 12 влево и одновременно подключает выход сельсина 37, через фазовый детектор 38 и дешифратор 40 ко входу операционного усилителя 39. При этом при включении привода поворота планшайбы 44, флажок выходит из паза БВК блока фиксации угла 36 и, тем самым, подготавливает блок фиксации угладля следующего останова планщайбы через 90°. Расположение усилия прижима нормаль но к радиусу загиба заготовки обеспечи- 50 вается за счет изменения сигнала,подаваемого на поляризованный золотник 46, вырабатываемого сельсином 37, при отклонении угла поворота следящего башмака 31 от нормали влево и вправо. Поспе завершения гибки и поворота планшайбы на 90°, флажок вновь заходит в паз БВК блока фиксации угла поворота 36 и тригг-ер 42 перебрасывается в пер,, воначальное положение, что вызывает выключение привода 44 поворота планшайбы и вновь принудительное движение каретки прижима 12 влево вдоль условно прямой сторюны гибочного пуансона 4 до следующего угла. Далее цикл повторяется. После гибки всех четырех углов заготовка выходит из зоны выключателя фиксации наличия уголка 26, что вызывает появление сигнала Конец цикла и возврат всех элементов станка в исходное состояние. Таким образом, станок осуществляет гибку уголковых рам с повышенной точностью при профилировании за счет направления прижимного усилия нор гально к профилю гибочного пуансона. Формула изобретения Станок для гибки уголковых рам, содержащий смонтированные в корпусе поворотную планшайбу с гидроприводом, гибочный пуансон, закрепленный на приводной поворотной ппашиайбе, каретку с приводом, установленный на каретке следящий башмак, натяжное устройство, а также следящую систему, соединенную с устройством управления и блоком контроля цикла, отличающийся тем, что, с целью повыщения точности гибки при прюфилировании, он снабжен блоком фиксации угла поворота планшайбы и поляризованным электромагнитным золотником, а следящая система выполнена в виде установленного на каретке сельсина со связанным механической передачей со следящим башмаком ротором, последова- тельно соединенных между собой фазовогО детектора, дещифратора и операционного усилителя, а также связанных между собой порогового устройства, элемента И, триггера и усилителя привода поворотной планщайбы, при этом дешифратор дополнительно соединен с блоком контроля цикла и триггером, выход операционного усиянтепя соединен с входом поляризованного электромагнитного зопотниника, выход которого подключен к привоВУ карзетки, а фазовый детектор соединен с пороговым устройством, при этом блок ({жксации угпа поворота плашиайбы соединен с упомянутым триггером через элемент И, а последний соединен с выходом порогового устройства. Источники информации принятые во внимание при экспертизе 1. Патент США № 3388577, кл. 72-151, 1968 (прототип). (5 /4 19 г и 20 fn 516Г1 ,s /У f
5адА
ФагЗ
