Изобретение относится к металлообработке, а н.менно к чистовой обра|ботке отверстий.
По основному авт. ОБ. N2 244074 известна расточная оправка, s полом корпусе кото,рой устанавлен резец, регулируемый в радлальном .Налравлении под дейСТ|Вием двух л ар разнесенных ПО его длИНе реглли|ро:вочно-упорных BHiHTOB. В iKopeyce та:кже расположена цилиндр-ическая опорная ,вста1вка, воспрлн))мающая фиксирующее усилие в направлении, пе1р пе:ндн куляр1ном плоскости расположения винтов. Регулировку резца осуществляют одHOEpeMCHiHo двумя регулИ1равочно-упорными виятамп: при прубой регулировке - па.рой, расположенной со стороны головки резца, при точной регулировке .- парой, расположенной у нерабочего торца резца.
Однако необходимость регулировк} сразу Д|вух винтов затрудняет настройку резца на раз:мер, снижая тем са.мьм производительность и точность Обработк.
Целью изобретения является повышение ИроизщодительНости и точности обработк);.
Это достигается тем, что один регулнроБочно-упорный .вигнт снабжен упругим элеме нто.м, предназначенным для езаимодейстзия с реЗЦОм.
Упругий элемент может быть выполнен в виде подпружиненного :шари1ка.
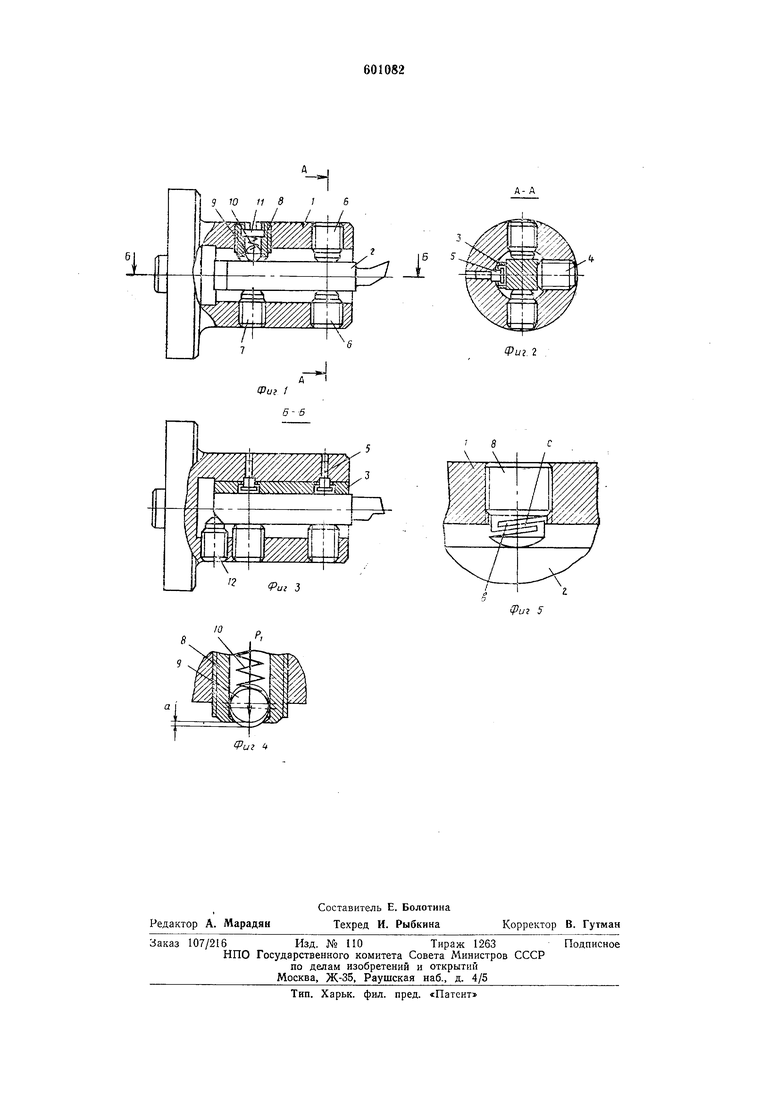
На фиг. 1 изображена оиисызаемая оиразка, общий вид; на ф.иг. 2 - разрез А-.4 фиг. 1; па фиг. 3 - .разрез Б-Б фиг. I; на фиг. 4 - работы винта с подпружиненным щариком; на фиг. 5 - пример выполнения регулировочно-ynopiHoro винта за одно целое с упругим элементом.
Корпус 1 оправки имеет осевое цилиндр)чеокое отверстие, в котором расположены резец 2 прямоугольного сечения и цилиндрическая опорная вставка 3 с радиусом, равным радиусу отверст;1я .корпуса. Резец винтами 4 прил-сат к плоскости этой встаэк, которая выполнена самоуста.навливающейся благодаря зазору между штырькаМ| 1 5 ;i отверстиями во вставке.
В плоскости, перпендикуля.рной осям в)1нтов 4, расположены две пары регулировочноупорных винтов, ззанмадействующих с параллельными резца. Регулировочно} порные винты 6. контакт фуют своими концами непосредственно с гранями резца. BJIHT 7 аналогичен винтам 6, соосный с HIIM винт 8 имеет отверстие, :3 котором расположен щаpjiiK 9, шрижатый к резцу пружиной 10, упирающейся В :КрЫШ. //.
В контакте с косым срезом резца находится коническая поверхность |рег лировочного винта 12.
Грубую (Регулировку ,прн установке в оправке резца после его замены и переточки осуществляют парой 6, ра1слоло же ной со сторояы ГОЛОИК1И резца. При резец повора-чивается «округ центра, находящегося между расположенными у нерабочего торца резца 1винтами 7 и 8, 1кото|рые IB данном случае не регулируются, и 8 снабжен уируги,м элементом, вылолненлым в виде подпружиненного Шарика 9.
Для тонкой регулировки ,резца, выполняемой после грубой и прп размерном износе резца, пользуются винтам 7, поворачивая резец вокруг центра, лежащего .между ви.нтамп 6, (Которые не освобождают. Для уменьшепня дна метра ра стачиваемого отверстия винт 7 подают вперед, сжимая пружину 10. Увеличение диаметра обрабатываемого отвер|Стия достигается вы1винчи1ван1ием аинта 7, ж -которому резец постоянно прижат пружи.ной 10 через шари:к 9. Диапазон тоикой регулировки определяется расстоянием а между двумя положениями шарика 9: шарик максимально выдвинут нз винта 5 и на уровне торцовой плоокости того же винта. Пружину 10 выбирают так, чтобы уже в 1пе,рво.м из двух указанных положений ее у-силие PI исключало возможность дальнейшего (сжатия силой резания или усилием, прикладываемым к резцу при его грубой регул-ироБже винтами 6, и обеспечпвало по-стоялиый конта1кт между реацом и винта 7. Упругим элементом .может быть также один из винтов каждой пары. Упругий элемент, которым снабжен BHiHT, -может быть частью самого винта 8 (фиг. 5), на конце последнего выполнены прорези в, тонкая перб.мыЧ(Ка с между которыми служит упруги:М элементом, прогибающимся при регулировке.
Таким образом, в описываемой оправке тонкая регулировка осуществляется с помощью только одного винта, что упрощает эту операцию, сокращает затраты времени, следовательно, повышает производительность и точность обработки, так «aiK обеспечивается повышение точности настройки резца на размер.
Формула изобретения
1.РастоЧНая оправка по авт. ОБ. № 244074, отличающаяся тем, (что, с целью повышения произвадительности и точности обработки, по меньшей .мере, оди« регулировочноуцарный винт снабжен упругим элементом, предназначенным для взаимодействия с резцом.
2.Оправка по п. 1, о т л и ч а ю щ а я с я тем, что упругий элемент выполнен в виде подпружиненного шарика.
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1973 |
|
SU497098A2 |
| Расточная оправка | 1978 |
|
SU732079A2 |
| РАСТОЧНАЯ ОПРАВКА | 1969 |
|
SU244074A1 |
| Борштанга | 1980 |
|
SU921694A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| РАСТОЧНАЯ ОПРАВКА | 1968 |
|
SU222125A1 |
| Расточная оправка | 1976 |
|
SU715229A1 |
| Расточная оправка | 1975 |
|
SU532485A2 |
| Расточная оправка | 1975 |
|
SU539692A1 |
| РАСТОЧНАЯ ОПРАВКА | 1970 |
|
SU287502A1 |