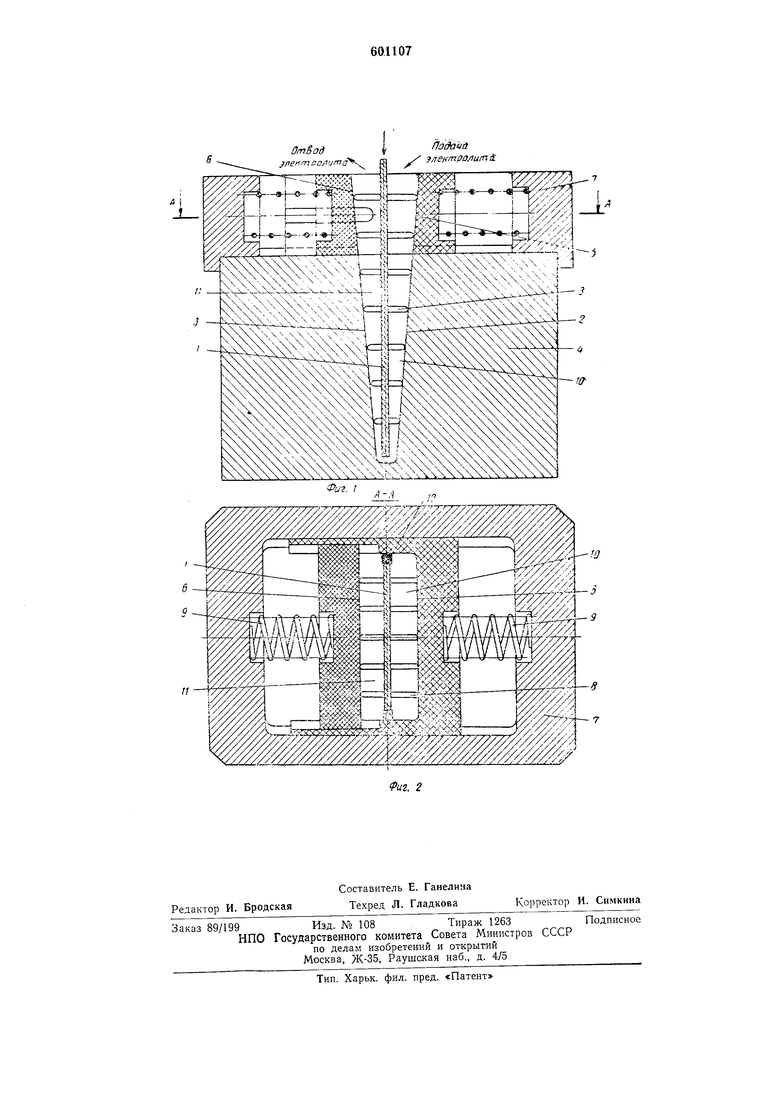
висящей от электрических и гид:ра1вличес ких режи.моз обработки, а состава пр именяемого электролита. Для обе-опечения непрерьивности базирова-ния нежесткого электрода-инструмента 1 при иереходе размещенных иа его неизолированной баковой иоверхиости щтырей 8 с базирующих пс-Берхностей элементов 5 и 6 натравляющего кондуктора 7 на на(Клониые стеики 2 и 5 прошйваемого в детали 4 паза в процессе обработки необходимо изменять величину и взаимное ргсположен:ие базирующих повер:Х Ностей эле.ментов 5 и 6 наиравляющего кондуктора 7 таким образом, чтобы обеспечить пла-вно:сть их азаямного лерехода. Это достигается перемещением базирующих поверхностей элементов 5 и 6 со скоростями, равными скоростям раздвижения лаклоиных Стенок 2 и 5 паза в детали 4 в оди,наково;м с ними направлении. Диэлектрические щтьпри 8 имеют нервменное расстояние между .верщинамл, возрастающее но мере удаления от нижнего торца электрода-инструмента 1. Закономерность изменения расстояния |Мелуду верщи иа.М1И диэлактрическнх щтырей 8 определяется заданными размерами прощИ1ваемого в детали 4 наклонного паза.
Базирующие поверхности элементов 5 и 6 налра1вляющего кондуктора 7 выполнены раздвижными и лоджаты к диэлектрически щтырям 8 электрсда-инст|румента / пружа1нами 9, расположенными IB кондукторе 7. Для обеспечения .прокачивания элвктролита полость наклонного паза IB детали 4 и направляющем кондукторе 7 разделена на две изолированные друг от друга зоны 10 и // при номощи уплотнительных ребер 12 в цротивоположных точках профиля электрода-(нструмента 1. Проток электролита между зонами W и Л возможен только под нижним торцо.м электрода-инструмента /.
Обработку производят следующим образом.
В зону 10 подается электролит, вся масса которого проходит под торцам э л ект-р од а-инструмента /, омывая его леизолированную боковую поверхность, благо|да|ря уплотняющим ребрам 12, попадает в зону // и удаляется в бак для электролита. В результате .растворения материала обр-абатываемой детали 4 произвадится рабочая подача электрода-инструмента У, (Первоначально базируемого только на поверхностях элементов 5 и 5 нап1равля1ощего кондуктора 7, в деталь 4. При этом диэлектрические щтыри 8 последовательно переходят с баЗИ1рующих поверхностей элементов 5 и 6 кондуктора 7 иа боковые стенки 2 и 3 на5 ,го паза в детали 4. Вследст1вие закономерного возрастания расстояния между верщинами диэлектрических щтырей 8 в соответствии с заданным изменением щирины на:клонного паза в деталн 4 по гл бине в процессе рабочей подачи электрода-инструмента / происходит раздвижение .базирующих элементов 5 и 6 кондуктора 7 со скоростью, paiBной скорости перемещения наа лонных стенок 2 и 3 прощиваемого лаза в детали 4, что
5 обеспечивает непрерывность в точках взаимного перехода этих поверхностей. Расположенные в кондукторе 7 1пружнны 9 обеспечивают постоянное .поджатие базирующих элементов 5 и 5 iK диэлектрическим щтырям 5
0 электрода-инструмента /.
По сравнению с известны:ми устройствами, обрабатывающими лазы с -вертикальными стенками, предлагаемое устройство позволяет прощдавать пазы с малой щириной профиля
5 и одновременно выполнять стенки пазов наклонными. Прощшвание пазов малой щирины требует иопользования нежесткого электродаинструмента с целью снятия ограничений на размеры его профиля. При обработке наклонных пазов необходимо произвести базирование такого элвктрода-инст)румента в условиях постоянного изменения величины и взаимного- расположения базирующих его поверхностей, в отличие от прощивания узких пазов с
5 вертикальными стенками.
Формула изобретения
Устройство для электрохимического про0 щивания узких пазов нежестким электродоминструментом, базируемым по боковой повер.х ности прошиваемого паза с использованием направляющего кондуктора, отличающееся те.м, что, с целью прощивания 5 пазов с наклонными стенками, электрод-инструмент выполнен с базирующими элемента.ми в виде штырей переменной величины, а базирующие элементы кондуктора - раздвижными и поджаты к щтырям. 0
Источник И1нфор:мации, принятый во внимание ери экспертизе:
1. Авторское свидетельство ЛЬ 505551, кл. В 23 Р 1712, 1972.ОтВод ПоОаШ
j/ier mso.Tjma Ш электро/1и1п
ШЩ I /////л
«ч-«- ,(
I1:-.-.-;-г г)-г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Устройство для электрохимической обработки | 1989 |
|
SU1646727A1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Электрод-инструмент для электрохимикомеханической обработки | 1986 |
|
SU1371814A1 |
| Устройство для электрообработки | 1990 |
|
SU1764875A1 |
| Электрододержатель для электрохимической обработки | 1976 |
|
SU680846A1 |
| Устройство для компенсации погрешности при установке осевого инструмента | 1982 |
|
SU1046036A1 |
| Устройство для электрохимической обработки | 1979 |
|
SU751553A1 |
| Способ изготовления трубы-оболочки из композиционного материала | 1982 |
|
SU1054621A1 |
| Электрод-инструмент | 1980 |
|
SU937125A1 |