расположен в пальце 5, а «аналы подвода 8- отвода 9 рабочей среды размещены в шпоаке 6, лричем один из .каналов (S) перекрывается 1плу)1жерам 7, а другой (9)-подвижным пальцем 5.
Устройство работает следующим образом.
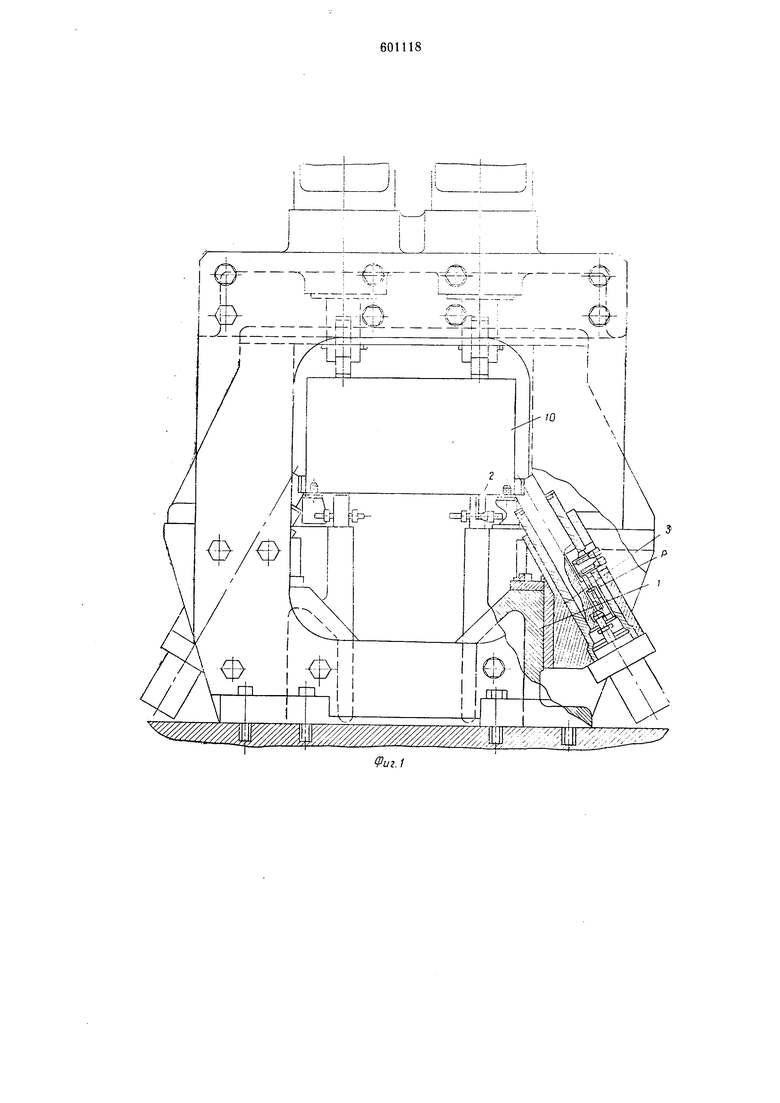
Обрабатываемая деталь 10 поступает на опорные ролики 2 приспособления. При этом подвижный палец 5 перемещается влево по фиг. 2 до момента, когда плунжер 7 перекроет канал 9 отвода рабочей среды и даст команду о наличии детали в приспособлении к о ее закреплении. Величина зазора в должна быть такой, чтобы ллунжер 7 перекрывал канал 9 с некоторым опережением .поджима детали, так :KaiK в (противнам случае подвижный па.лец 6 срабатывает (т. е. подож1мет деталь), а (Команда об осуществившемся ноджиме не поступит.
При отводе -нодводной опоры от детали 10 (вп-р-аво по фиг. 2) она перемещается до выборки зазора 8 и затирает канал 8 подвода
рабочей среды, дается .команда на отжим детали.
Формула изобретения
Подводная опора, выполненная в виде перемещаемого п.риводом подвижного пальца, взаимодействующего с ненодвижной шпонкой, и (Включающая узел К01нтроля положения опоры, отличающаяся тем, что, с целью упрощения ее конструкции, в неподвижной шгаояке выполнены .ка.налы для подвода среды под давлением, а узел .контроля положения опоры выполнен в виде .подпружиненного плунжера, установ.ченного соосно одному из каналов параллельно оси подвижного пальца.
Источники информации, принятые во внимание при акспертизе:
1. Воронцев Н. М. и др. Автоматические линии из агрегатных станков. М., «Машиностроение, 1971, с. 107-108, рис. VI-3. 2. Чертеж 300-5959-25. КамАЗ, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Предохранительный скважинный клапан | 1988 |
|
SU1816300A3 |
| Полуавтомат для холодной прокатки заготовок в торец | 1985 |
|
SU1266625A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ИЗМЕРИТЕЛЬНОЙ ГОЛОВКИ В РАБОЧЕЕ ПОЛОЖЕНИЕ | 1998 |
|
RU2149094C1 |
| Устройство для сборки резьбовых соединений | 1988 |
|
SU1512749A1 |
| Щ БИБЛИОТЕКА | | 1971 |
|
SU308264A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2501642C1 |
| ПРИВОДНОЙ И КЛАПАННЫЙ УЗЕЛ ДЛЯ ФОРСУНКИ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ И ЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ | 1991 |
|
RU2101547C1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| Установка для очистки деталей | 1978 |
|
SU745560A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |