фиг.1
Изобретение относится к станкостроению, а именно к агрегатным станкам с устройствами контроля отверстий.
Известен агрегатный станок, содержащий силовые головки, размещенные на станине, делительный стол с зажимными приспособлениями и откидное устройство контроля отверстий, выполненное в виде щупов и установленное на шпиндельной коробке.
В известном устройстве отвод и подвод устройства контроля производятся после обработки, что увеличивает время цикла станка и снижает его производительность вследствие дополните ьных ходов, совершаемых контролирующим узлом.
Известен также агрегатный станок, содержащий силовые головки, размещенные на станине, делительный стол с зажимными приспособлениями, контролирующий узел, включающий ось с закрепленным на ней фланцем, несущим контролирующие щупы, а также сигнализирующий узел.
В этом станке контроль наличия просверленных отверстий осуществляется во время перемещения обрабатываемой детали посредством щупов, смонтированных на приспособлении и перемещаемых от неподвижного копира и пружины.
Недостатком известного станка является его сложность, обусловленная тем, что в качестве привода контролирующих щупов использован копир, установленный на внешнем радиусе поворота делительного стола. При больших радиусах поворота стола изготовление и установка копира являются трудоемкими операциями. Кроме того, наличие копира не позволяет применять горизонтальное расположение силового узла.
Цель изобретения - упрощение конструкции станка и повышение его универсальности путем обеспечения возможности использования привода контролирующего узла станка при любых его компоновках.
Поставленная цель достигается тем, что в агрегатном станке, содержащем силовые головки, размещенные на станине делительный стол с зажимными приспособлениями, контролирующий узел, включающий ось с закрепленным на ней фланцем, несущим контролирующие щупы, а также сигнализирующий узел, зажимной элемент выполнен в виде оправки, в которой установлена ось контролирующего узла со щупами, выполненная с возможностью перемещения относительно оправки, при этом на силовой головке размещены упор и сигнализирующий узел, взаимодействующие во время быстрого подвода головки с осью, а на торце оправки закреплен ограничительный упор, периодически контактирующий с фланцем, несущим контролирующие щупы.
Сущность изобретения заключается в
том, что в качестве привода контролирующих щупов использован привод перемещения силовой головки, воздействующей через упор, смонтированный на головке, на подвижную относительно оправки ось, не0 сущую щупы, причем вывод щупов из обработанных отверстий осуществляется во время рабочей подачи. Такой привод щупов позволяет использовать любую компоновку станка, что повышает его универсальность.
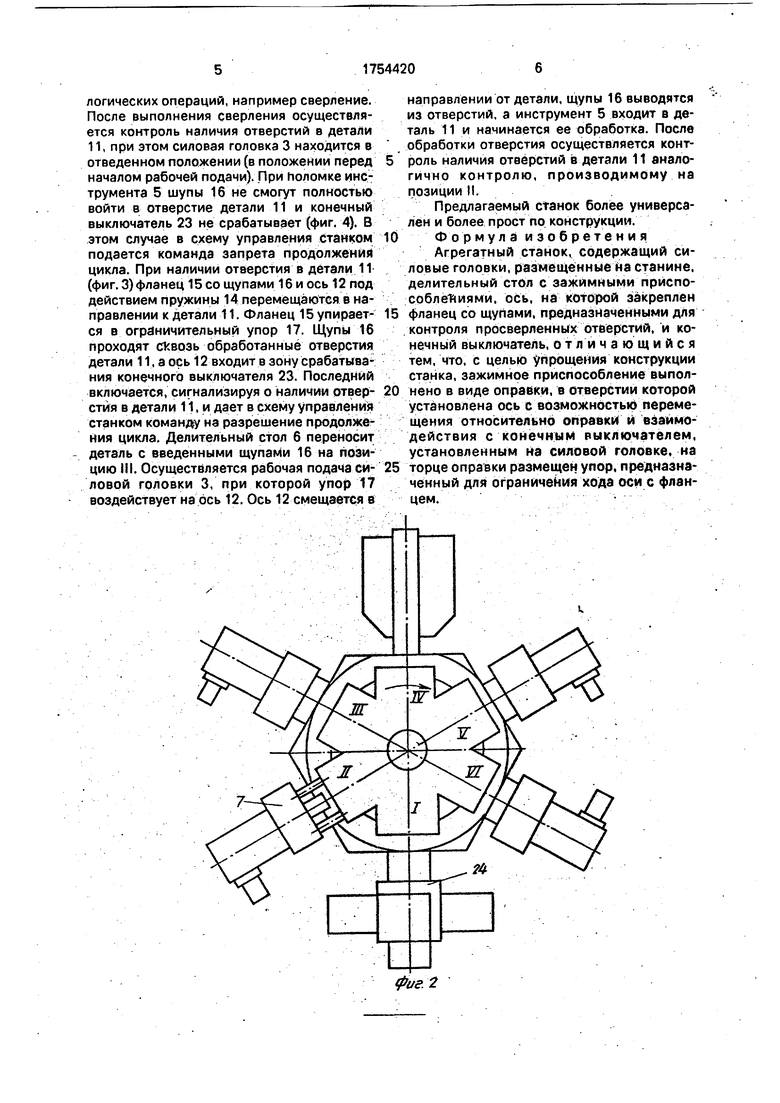
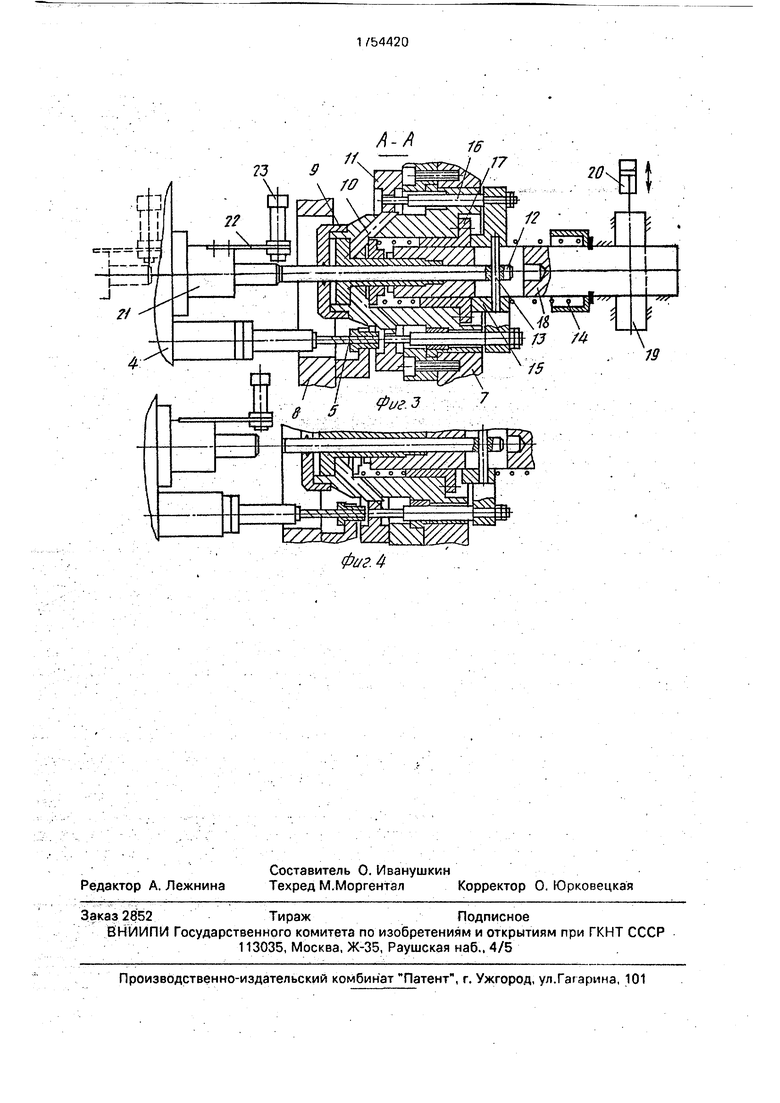
5 На фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1 (инструмент в детали); на фиг. 4 - то же, поломка инструмента.
0 Агрегатный станок содержит станину 1, силовой стол 2, на котором установлен корпус 3 силовой головки с многошпиндельной коробкой 4, несущей режущие инструменты 5, делительный стол 6, приспособление 7,
5 размещенные на нем кондукторную втулку 8 и зажимную оправку 9, выполненную с плунжерами 10 для зажима обрабатываемой детали 11. Через оправку 9 проходит ось 12, имеющая возможность относитель0 ного перемещения и соединенная посредством поводка 13 с подпружиненным пружиной 14 фланцем 15, несущим контролирующие щупы 16 для контроля наличия отверстий в обрабатываемой детали 11. На
5 торце оправки 9 расположен неподвижный ограничительный упор 17, взаимодействующий при смещении оси 12 с фланцем 15. Один из свободных концов оси 12 находится в тяге 18, приводимой в движение через
0 клиновую передачу 19 гидроцилиндром 20, а другой конец оси 12 предназначен для взаимодействия во время быстрого подвода силовой головки 3 с неподвижным упором 21, установленным на шпиндельной короб5 ке4. На коробке4 посредством кронштейна 22 закреплен сигнализирующий узел, выполненный в виде конечного выключателя 23. Подача детали на загрузочную позицию I осуществляется манипулятором 24.
0 Агрегатный станок работает следующим образом.
Обрабатываемая деталь 11 устанавливается на загрузочной позиции I в приспособление 7 манипулятором 24. В
5 приспособлении 7 деталь 11 посредством тяги 18, воздействующей на оправку 9, зажимается и одновременно базируется в оправке 9. Делительный стол 6 переносит деталь 11 вместе с приспособлением 7 на позицию II, где производится одна из технологических операций, например сверление. После выполнения сверления осуществляется контроль наличия отверстий в детали 11, при этом силовая головка 3 находится в отведенном положении (в положении перед началом рабочей подачи). При Поломке инструмента 5 шупы 16 не смогут полностью войти в отверстие детали 11 и конечный выключатель 23 не срабатывает (фиг. 4). В этом случае в схему управления станком подается команда запрета продолжения цикла. При наличии отверстия в детали 11 (фиг. 3) фланец 15 со щупами 16 и ось 12 под действием пружины 14 перемещаются в направлении к детали 11. Фланец 15 упирает- ся в ограничительный упор 17. Щупы 16 проходят сквозь обработанные отверстия детали 11, а ось 12 входит в зону срабатывания конечного выключателя 23. Последний включается, сигнализируя о наличии отвер- стия в детали 11, и дает в схему управления станком команду на разрешение продолжения цикла. Делительный стол 6 переносит деталь с введенными щупами 16 на позицию ill. Осуществляется рабочая подача си- ловой головки 3, при которой упор 17 воздействует на ось 12. Ось 12 смещается в
направлении от детали, щупы 16 выводятся из отверстий, а инструмент 5 входит в деталь 11 и начинается ее обработка. После обработки отверстия осуществляется контроль наличия отверстий в детали 11 аналогично контролю, производимому на позиции II.
Предлагаемый станок более универсален и более прост по конструкции. Формула изобретения Агрегатный станок, содержащий силовые головки, размещенные на станине, делительный стол с зажимными приспособлениями, ось, на которой закреплен фланец со щупами, предназначенными для контроля просверленных от&ерстий, и конечный выключатель, отличающийся тем, что, с целью упрощения конструкции станка, зажимное приспособление выполнено в виде оправки, в отверстии которой установлена ось с возможностью перемещения относительно оправки и взаимодействия с конечным выключателем, установленным на силовой головке, на торце оправки размещен упор, предназначенный для ограничения хода оси с фланцем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1006167A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Устройство для закрепления деталей на автоматизированном станке | 1987 |
|
SU1484555A1 |
| Автоматическая линия | 1980 |
|
SU889387A1 |
| Агрегатный станок для обработки некруглых поверхностей | 1982 |
|
SU1139568A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Металлорежущий станок | 1982 |
|
SU1057247A1 |
| Многопозиционный станок для обработки деталей стержневым инструментом | 1980 |
|
SU956238A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
Использование: станкостроение, а именно агрегатные станки с устройствами контроля отверстий. Сущность: агрегатный станок содержит станину 1. силовой стол 2, силовую головку 3 с многошпиндельной коробкой 4. В качестве привода контролирующих щупо в йсп9льзб15н при- вод перемещения силовой головки 3, воздействующей через упор, смонтированный на головке, на подвижную относительно оправки ось, несущую контролирующие щупы. Вывод щупов из отверстий осуществляется во время рабочей подачи. 4 ил.
фиг 1
Фиг 4
А-А
| Вороничев Н.М | |||
| и др | |||
| Автоматическая линия из агрегатных станков | |||
| М.: Машиностроение, 1979, с.181-183, рис | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Агрегатный станок | 1982 |
|
SU1006167A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
