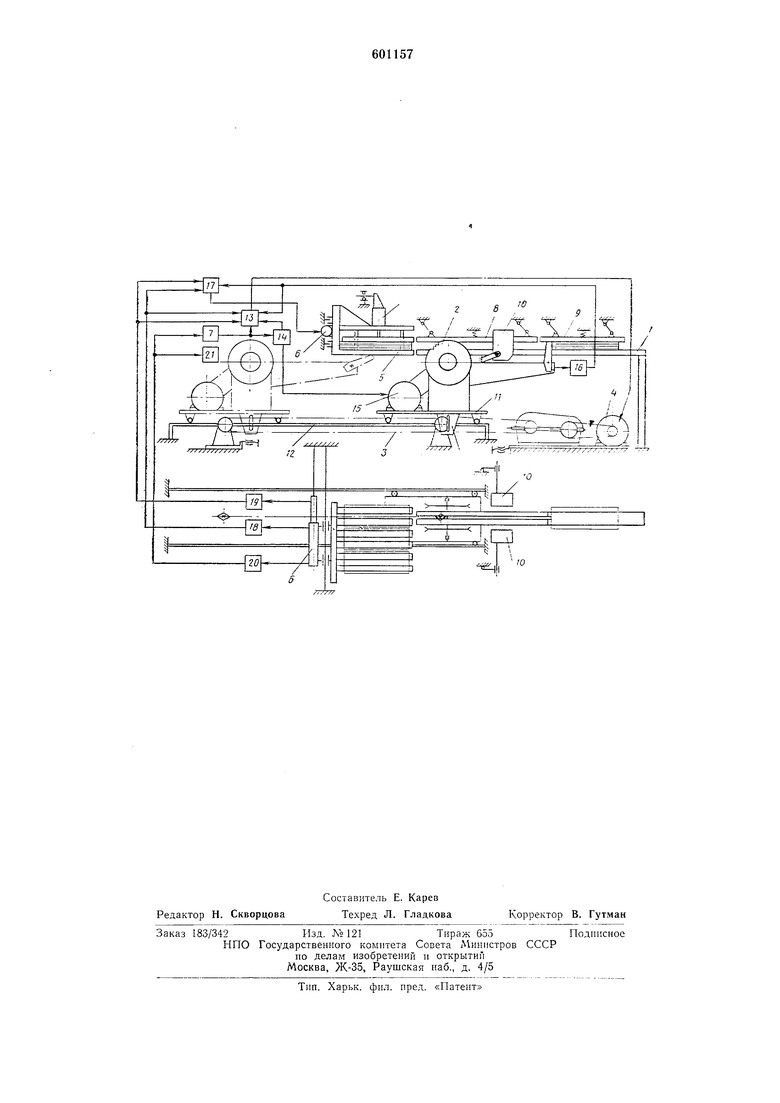
ИзобрСтезше .может быть использазайо для (П|ро;из1водст1ва щитового :па1ркета, мебелыньтх щитов и .других .изделий с лицевым .слоем. Известен ребросклеивающий станок для сОедийбния танКИ.х за готовок, который Oi6oipyдовай .пр1нво.дО|М, меха.низ1мом .падачи и ребросклеивания 1. Однако этот станок ограничивает возможность выпуска различных изделий, так как технолопия изтотов.твн.ия нродукщии .на нем Предусматривает большой 0|бъем ручных операций. Известен также реброокл еивающий станок, ссаержаядий станину, механизмы подачи каретки и Нанесения клея, прижимное устройство, привод подачи-каретки и механизм резания, установлешный по налра1вляющей каретке с приводом 2. Недостатком указанн01го ста.нка является совмещение операщий ;подачи заготовки на ийлы, раС.п.и ловки, ориентации р.а они ленного матермала н ребросклеиваниЯ. Управление в этам станке по.о.пврационгное: включение иривода (нилы, подача пилы на заготовки, останов механизма реза1ния. Операция ориентации лачки заготовок ироизводится вручную. Такое ушравлен.ие станком (вызывает увеличение межоиврациоиного времени и уманьщекйе производительности станка. Цель изобретения - ттовышение произгзодительности станка лутем сн;1;жения |Межо.перащион.ного времен.и. Это достигается тем, что станок снабЛСел платформой с двушаговым .меха1низмсм ее подачи и (блоком управлен,И1Я механизмом резания и платфср мой, включаю цим б.юк оилнализации и дафчики первого и второго щагов платформы .и ее возврата ai .мехаогизм.а резания, При этом датч.икп TiepsoTO oi iBToporo ща. rOiB п.татформы .и .датчшс (Мсханизм.а резания соединены с блоком у;правле; ия меха.низмом реза}1:ия и шлатформы, а дяг-iiiix возврата платформы - с блоком сипнализации и упра влени.я. На чертеже изобра. Схема предлагаемого станка, две проекции. Станок состоит aj3 стан;иы У, механ.и.з.ма резания 2, (включающего в себя лилу, каретку, толкатели и .приБо.д П)1.ль, меха1ниЗ(Ма подач.и каретки 3, лрчгвода 4 механизма резания, платф.орл1ы 5, меха.ннзма 6 подачи нл.атф.ормы, блока 7 управления станком, ирнжи,мных устройств 8 iH 9, :МехаГ1ИЗМа 10 нанесен.ия -клея, (каретки .11, :налравл.яющей каретки 12, блока 13 у.правленНЯ механизмод резания, блока 14 управления .привода лнлы, прИйю.да л.илы 15, датч} ка 16 возврата еиеханизма рез1а1ния, блока П у.пра|Вления ллатформой, датчиков 18 первого и второго 19 шагов
платфармы, датчика 20 возврата илатфармы и блока сигнализацИИ 21.
СтанОК рэботает -следующим образом.
В И€хоа1но:м положении заготовка «аходится ,на платфО;р,ме 5. При нажатии кнопки «Пуок цикла IB |бло1ке 7 ушравлен ия стаиКОМ сишнал из ;бло.ка ноступает ;в iблoк 13 управления MexaiHiH3iMOiM резания и в {блюк 14 управления призодом пилы, который включает привод ,пилы 15 и иодает сигиал иа -блок 13 у,пр.а1вле 1ия МсхаНиз1мо1м р-езания. После разiPOHa пилы 6.ТОК 13 подает сигнал «а 1В1Клю че«ие привода 4 механизма фезанвя, который c-iaдвигает меха1низМ .резания 2 иа за1готовк1и, делает лропил и, 1ВО ЗВра1цая iMexiaH«3LM з исходное положение, перемеш.ает толкателЯ.ми ЗЫщ.иЛЭл.ную lamKy на механизм 10 -нанесения клея.
При зозв/рате .меха-низма резаиия 2 в исход.ное положсние сра|баты1вает датчиа 16, сигиал с которого (Поступает на блок 13т (На блок 17. Блок 13 подает ко.манду на привод 4 (мехавдиЗМа -резания для остаиоввди 1меха.низма подачи iKapeTKH 3, а с блояса 17 поступает сиг1нал включе и я на Механизм 6, который ладает платформу 5 с заготовкой на .первый устаиовочный шаг платфор1мы. При это-м араба, тывает длтчик .18 nepi30:ro шаГа тьлатфор-мы.
СиГнал с датчика .18 поступает «а блок 17 и .на блок 13, который выключает .привод 4 механизма резания. Привод 4 надвигает -механизМ резашш 2 иа заготов;ки, делает проиил и, (Возвращая .мехаииз:мы в исходное положение, перем-ещает толкателялш вы1пилеиную иачку ва 1.М€хаПизм 10.
Прн 13оз1врате механиз-ма (резаиня 2 & исходное ,поло,жение срабатывает .датчик 16, сигнал с :KOTOpOiro поступает на блок J5 и aia блок ,17. Блок 13 подает команду на привод 4 1МеханИЗ,ма для остановки мехаашз(ма 1подачи каретки 8, а блок il7 подает сигнал включения механиз1ма 6 подачи .платфор-мы.
Меха,низм 6 подает платформу .5 с заготовкой па второй установочный щаг илатфор. мы. -При этом срабатывает датчик 19 второго тата нлатфор-мы.
Сигнал с .датчика 19 :постунает иа -блок 17 и на блок 13, который .включает привод 4 механиЗМа . -Привод 4 на|двигает механизм реза.н-ИЯ 2 -на заготовки, -делает лропил и, возвраща-я -меха.низм в исхо-дное положение.
пербме-щает толкателя-М1И вы пиленную пачку за -механизм нанесения 10.
Прн возврате механизма резания 2 IE исходное иоложе 1ие срабатывает датчик /возвр.ата .механнзма резания 16, сигнал с которог-о -п-остуиа-ет на блок ./7 управления ллатформой. Бл,ок 13 подает KOiM-айду -на прнвод 4 -механизма резания для остановки механизма 1по|дачи каретк1И 3, а блок 17 подает сиг-н-ал включения .механизма 6 подачи платфор.мы. Механизм 6 .возвращает платформу 5 на два установочных шага в исходное 1поло.жбние. При этом срабатывает датчик 20 возв-рата п.латф.ормы.
Сипнал с датчика 20 постунает на блоК 21 сигнализации (сигнал .об скончании цикла работы) .и в блок 7 управления ста-нком .дл.я ж;вторения цикла.
В результате аюлной авто-матизации управления межоперацион-ными процессамн и уменьщениЯ меж.олеращио-нного времени повышаетс-я производительность станка.
Формула изобретения
Реброоклеивающий ста-пок, содержащий стан.и-ну, механиЗМЫ (подачи ка ретк-и и нанесеппя .клея, п-риж.и.м-ное устройство, привод п-одачи -каретки -и -механизм резания, установле-пной па иапра-вляюя1,ей ка(ретке с приводом, о т л и ч а ю щ и и с я те-м, что, с целью повыщения производительности станка путем снижения меж-операщионного времени, он -снабжен (нлатформой -с .двуп1аговым механизмом ее подачи и блоком уп-р.авлен1ия механизмом .резания и платфорйюй, включающим б„т.ок сигнализации и .датч-ики пе-рвого и второго -щагов платформы и ее возврата и -меха-низма резани.я, при Это-м датчики первого и второго шагов платформы и датчик механизма резания соединены с блоком у-правлани-я меха-иизмом резания и платформы, а датчик возврата платформы - с блоком еигна.лизации и управления.
Источники ИНформащии, принятые во внима-ниепри экспертизе:
1.Патент ФРГ N« 1943338, кл. В 27 D 1/10, 197iO.
2.Авторское -овидетельство № 493353, кл. В 27 D-l/lO, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ребросклеивающий станок | 1974 |
|
SU493353A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для профильной заточки пил | 1979 |
|
SU803257A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| Станок ля изготовления древесной стружки | 1983 |
|
SU1151455A1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| Устройство бесконтактного формования труб из кварцевых заготовок | 1985 |
|
SU1418295A1 |
| СТАНОК ДЕРЕВООБРАБАТЫВАЮЩИЙ КРУГЛОПИЛЬНО-СТРОГАЛЬНЫЙ МНОГОПИЛЬНЫЙ | 1998 |
|
RU2147279C1 |
| Система управления буровым станком | 1982 |
|
SU1065585A2 |