30
э
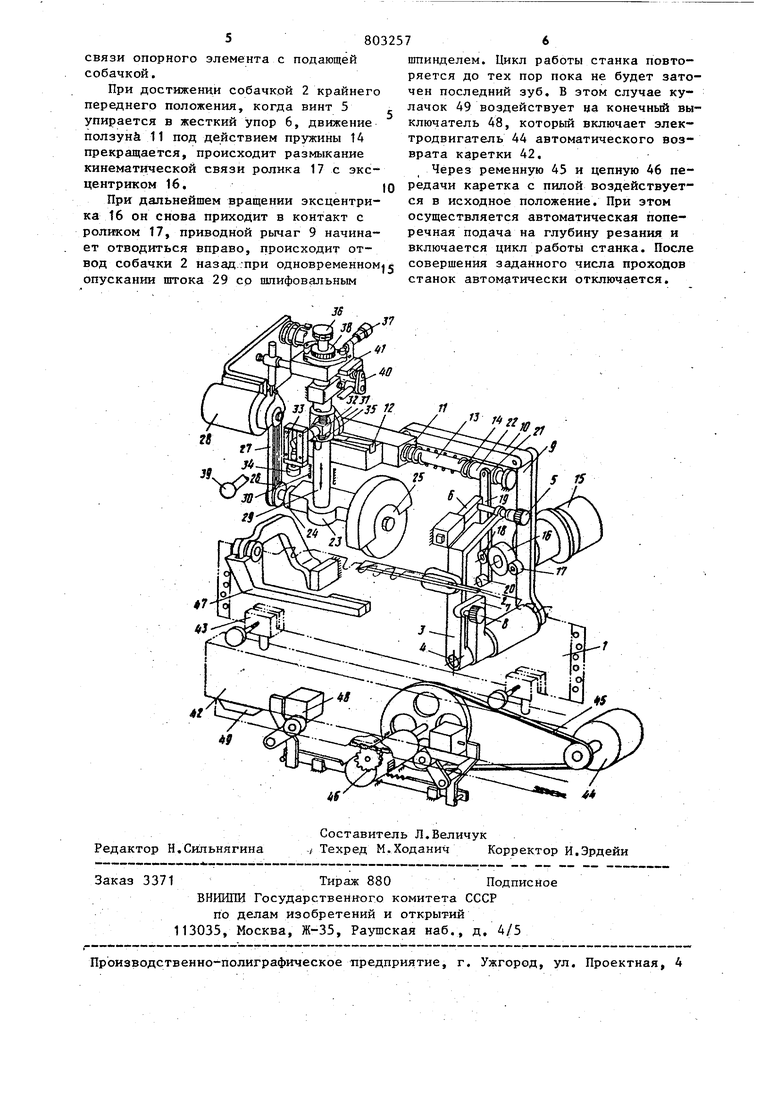
сд Изобретение относится к области машиностроения и может быть использо вано в деревообрабатьгаающей и станко строительной промьгашенностях для про фильной заточки зубьев пил. Уже известен станок для профильно заточки пил, содержащий станину, шли фовальную головку с опорным элементом и приводом, механизм подачи пилы с подакяцей собачкой и приводом, узлы базирования и зажима затачиваемой пилы. Недостатком указанного станка является его сложность в изготовлении, большая металлоемкость и низкое каче ство заточки. Наличие двух самостоятельных кинематических цепей шлифовальной голойки и механизма подачи ПИПЫ усложняет ко.нструкцию станка, приводит к большому количеству проме жуточных элементов, повышает требова ния к точности изготовления деталей станка, увеличивает его металлоемкость, трудоемкость, и, следовательно, стоимость. Кроме того, передача движения от электродвигателя, через редуктор и распределительный кулачко вый вал и далее через две самостоятельные кинематические цепи на испол нительные элементы (подающую собачку и шлифовальную головку) приводит к рассогласованию их движений, нарушаю .щему формообразование профиля зуба. Наличие погрешностей от неточности изготовления и работы составляющих элементов вызывает искажение профиля зуба и снижает чистоту затачиваемой поверхности. Несмотря на повьш1ение требования к точности изготовления деталей, данные заточные станки не обеспечивают требуемую одновысотность затачиваемых зубьев, ввиду непостоянства крайних рабочих положений шлифовальной головки и подающей собачки вследствие рассогласования движений формообразования. Целью предлагаемого изобретения является упрощение конструкции станка при одновременном повьшзении качества заточки зубьев. Указанн-ая цель достигается тем, что в известной конструкции станка для заточки зубьев пил по профилю, опорный элемент пшифовальной головки выполнен в виде плоского кулачка, связанного жесткой кинематической це пью с механизмом подачи пилы, при этом, упомянутая-цепь выполнена в виде рычажного механизма и снабжена винтами настройки станка на высоту и шаг затачиваемых зубьев пилы, расположенными на рычагах рычажного механизма, а механизм подачи пилы снабжен пружиной, расположенной между приводом и опорным элементом, На чертеже представлена кинематическая схема станка, состоящего из станины, на которой смонтированы все его основные узлы и механизмы. Механизм подачи пилы 1 состоит из подакицей собачки 2, установленной на промежуточном рычаге 3, свободно сидящем на валу 4, На промежуточном рычаге 3 смонтирован винт 5 настройки на шаг зубьев,, свободный конец которого в заданном крайнем переднем положении собачки упирается в жесткий упор 6. С валом 4 жестко связан коренной рычаг 7, на котором смонтирован винт 8 настройки зоны подачи, упирающийся свободным концом в промежуточный рычаг 3, На валу 4 жестко сидит приводной рычаг 9, связанньй посредством тяги 10 с ползуном 11, на котором закреплен опорный элемент 12,Ползун 11 свободно сидит на скалке 13,.на которой навита рабочая пружина 14, Взвод рабочей пружины осуществляется мотор-редуктором 15 посредством эксцентрика 16, воздействующего на ролик 17 приводного рычага 9, Эксцентрик 16 одновременно воздействует на ролик 18 рычага 19, установленного на оси 20, С рычагом 19 жестко связан палец 21, воздействующий на втулку 22, Шлифовальная головка представляет собой корпус 23, внутри которого, размещен шлифовальный шпиндель 24, на концах которого устанавливается шлифовальный круг 25 и приводной шкив 26, соединенный ременной передачей 27 с электродвигателем 28. Корпус 23 закреплен на штоке 29, установленном в направляющих 30, На штоке 29 установлен ролик 31, опирающийся на- опорный элемент 12, выполненный в виде плоского кулачка. Повороту корпуса 23 с шпифовальным кругом 25 вокруг оси штока 29 под действием сил резания при заточке препятствует палец 32 с направлякицими 33,
Постоянство крайнего нижнего полоения головки достигается наличием регулируемого жесткого упора 34, Настройка станка на высоту затачиваемых зубьев осуществляется винтом 35; вручную - маховиком 36, автоматически от электромагнита 37 с помощью храпового механизма 38.
Для подъема шлифовальной головки вручную служит рукоятка 39 с кулачком 40, упирающимся в клин 41.
Для установки пилы на станок служит- каретка 42 с зажимами 43. Автоматический возврат каретки с пилой в исходное положение осуществляется от электродвигателя 44 посредством ременной 45 и цепной 46 передач. Зажим пилы в зоне заточки осуществляется подпружиненным прижимом 47.
Управление работой станка в автоматическом режиме осуществляется с помощью конечных выключателей 48 посредством кулачков 49.
Станок работает следующим образом. Рукояткой 39 с кулачком 40, воздействующим на клин 41, закрепленный на щтоке 29 переводят штифовальную головку в верхнее положение. Затачиваемая пила 1 устанавливается в зажимах 30 43 на каретке 42, находящейся в крайнем правом исходном положении. С помощью винтов 5 и 35 производится настройка на щаг и высоту зуба пилы. Маховичком 36 производят настройку на глубину снимаемого слоя. 1 Осуществляют запуск электродвигателя привода главного движения 28. Через ременную передачу 27 вращение передается шпинделю 24 со шлифовальным кругом 25. Затем включают моторредуктор 15, приводящий во вращение эксцентрик 16. Эксцентрик 16, воздействуя на ролик 17, поворачивает приводной рычаг 9. Движение от приводного рычага передается на коренной рычаг 7 и далее через винт 8 на промежуточный рычаг 3 с подающей собачкой 2. Собачка 2 отводится назад и западает во впадину затачиваемого зуба. Одновременно, приводной рычаг 9, через тягу 10 перемещает ползун 11 по скалке 13 вправо и производит сжатие рабочей пружины 14. Вместе с ползуном 11 вправо перемещается и связанный с ним опорный элемент 12. Рукояткой 39 опускают головку вниз При этом ролик 31 жестко связанный со штоком 29 садится на опорный элемент
12 и катится по нему при перемещении последнего. Шток 29 со шлифовальным шпинделем 24 опускается под действием
силы тяжести . При этом производится заточка зуба пилы по передней грани. Шток 29 со шлифовальным кругом опускается до тех пор, пока направляющий палец 32 не достигает жесткого упора
34, отрегулированного на требуемую высоту зуба.
Шток со шлифовальным шпинделем зависает на жестком упоре, а ползун 11 продолжает перемещаться вправо, сжимая рабочую пружину 14.
После достижения приводным рычагом 9 крайнего правого положения, рабочая пружина 14 освобождается и начинает перемещать ползун 11, а вместе с ним
через тягу 10 и приводной рычаг 9 влево. При этом рабочая пружина 14 осуществляет кинематическое замыкание ролика 17 с эксцентриком 16, Эксцентрик 16 одновременно воздействует на
ролик 18, связанный с рычагом 19. При этом рычаг 19 поворачивается вокруг .оси 20 и посредством пальца 21 перемещает втулку 22 по скалке 13.
Втулка 22 осуществляет поджим цружины 14, благодаря чему обеспечивает- ся постоянство рабочего усилия пружины. Движение от приводного рычага 9 передается на коренной рычаг 7 и далее через винт 8 на промежуточный рычаг 3 с подающей собачкой 2. Собачка 2 перемещает пилу 1 влево на шаг. Вместе с ползуном 11 влево перемещается и связанный с ним опорный эле- мент 12. Профиль опорного элемента 12 выполняется подобным профилю задней поверхности затачиваемого зуба (спинке зуба). В зависимости от профиля затачиваемых зубьев пил опорный элемент 1 делается сменным. Ролик 31, жестко связанный со штоком 29, начинает катиться по поверхности опорного элемента 12, копируя его профиль, при этом шток 29 со пшифовальным шпинделем 24 перемещается вверх. В результате сочетания движений подачи пилы и подъема шлифовального круга происходит формирование задней поверхности затачиваемого зуба. Закон изменения этих движений в зависимости от профиля затачиваемых зубьев задается одним опорным элементом, благодаря жесткой кинематической
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для профильной заточки пил | 1985 |
|
SU1305975A2 |
| Станок для профильной заточки пил | 1988 |
|
SU1703307A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Полуавтомат для заточки дисковых пил | 1976 |
|
SU878504A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Станок для заточки инструмента | 1989 |
|
SU1761392A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
СТАНОК ДЛЯ ПРОФИЛЬНОЙ ЗАТОЧКИ,ПИЛ, содержащий станину, шлифовальную головку с опорным элементом и приводом, механизм подачи пилы сподакяцей собачкой и приводом, узлы базирования и зажима затачиваемой пилы, отличающийся тем, что, с целью упрощения конструкции и повышения качества заточки, опорный элемент шлифовальной головки выполнен в виде плоского кулачка, связанного жестко кинематической цепью с меха- •низмом подачи пилы, при этом, упомянутая цепь выполнена в виде рычажного механизма и снабжена винтами настройки станка на высоту и шаг затачиваемых зубьев пилы, расположенными на рычагах рычажного механизма, а механизм подачи пилы снабжен упругю» элементом, расположенным между приводом и опорным элементом.,.(Л
| Станок для заточки рамных пил .модели Сапа/н фирмы "Original Voll- ^mer", см | |||
| каталог ФРГ, 1978 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
