Изобретение относится .к деревообрабатывающей промышленности и может быть ислользавано для калибрования дрввес«о-€тружечных плит.
Из(вест1ны устройства для калибрования древбсно-ст(ружеч.ных плит, содержащие стол для базирования и режущий инструмент, выполненный в виде тор|Цавой фрезы со вставными оменлыми резцами. При этом диаметр фрезы больше ширины 0|брабаты1ваемой детали 1.
Из вестно также устройство для кали1брования древеано-стружечлых ллит, включающее стол для базирова.ния, .кали-брующий механизм, выполненный в виде многощпиндельной фрезерной головки, подающий и прижимной механизмы 2.
Однако известные устройства ле обеспечивают точного калибрования плит по толщине и «ачест1ва обрабатываемой поверхности, так как расстояние Между передними и задними прижимными и лодающи1ми элементами, установленными перед калибрующим органом и после него, болвщое и не обеспечивает требуемый прижим 0|брабатываемых плит « базовой поверхности стола.
Цель изобретения - повыщение точности калибрования и качества обрабатываемой поверхности плит.
Это достигается тем, что щпиндели калибрующего механизма установлены ,в один ряд, а фрезы выполнены с прямоугольным корпусом и установлены одна относительно другой со смещением продольных осей на 90°.
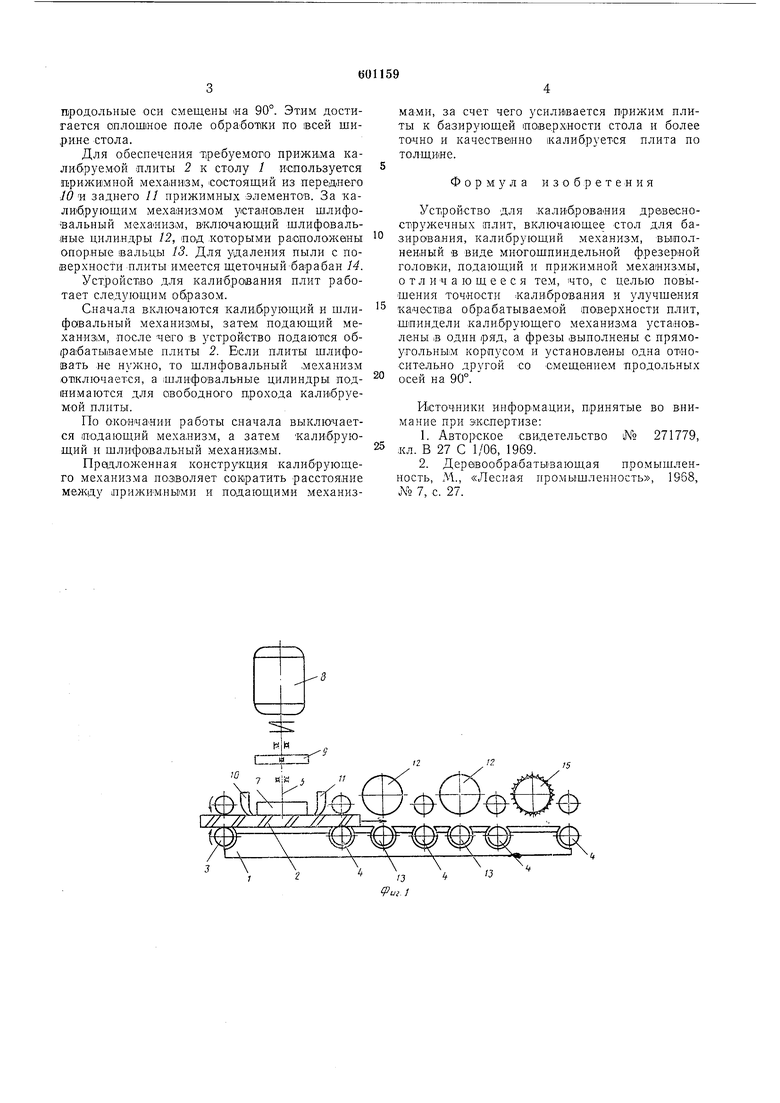
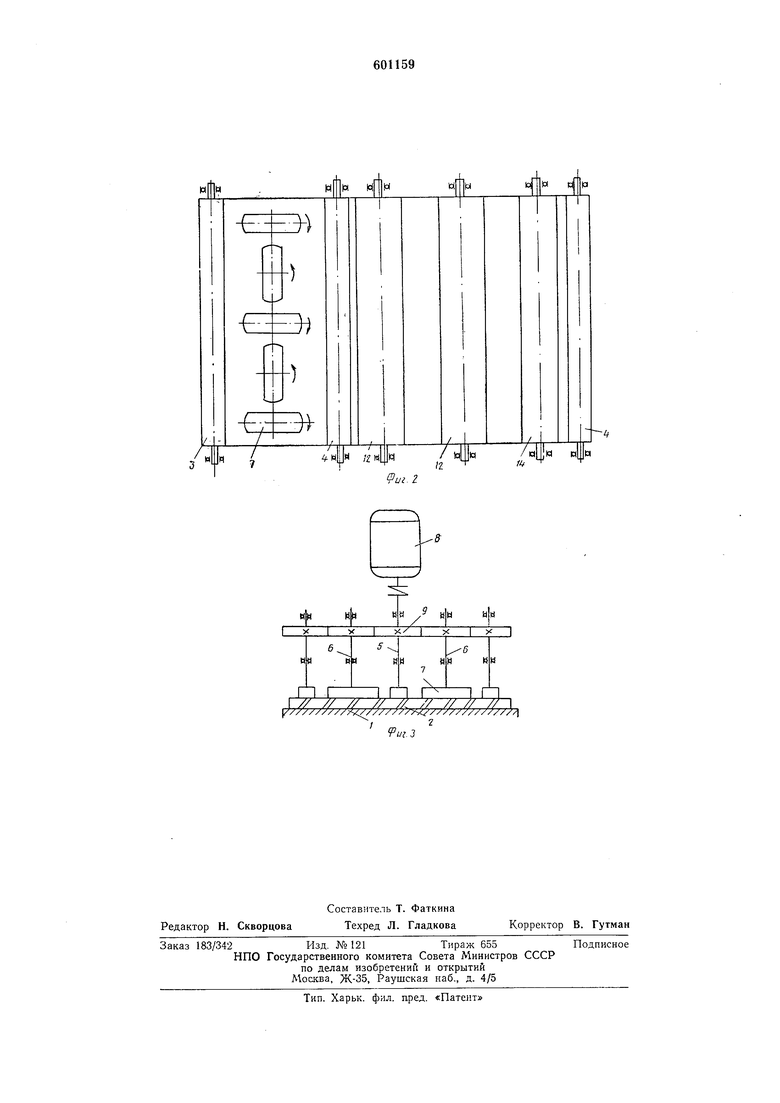
На фиг. 1 изображено устройство для кали:брсванпя, общий вид; на фиг. 2 - то же, вид сверх}-; на фиг. 3 - то же, вид сбоку.
Устройство для калибрования древесностружечных плит включает стол 1 для базирования древесно-стружечной плиты 2; пс,;1ающий механизм, состоящий из передних 3 и задних 4 подающих вальцов; кали1брующий механизм, содержащий щпиндели 5 и б, установленные над столом / в один ряд, на которых закреплены торговые фрезы 7. Вращение щпинделей производится от электродвигателя 8 через щестерню 9.
Торцовые фрезы 7 имеют прялшугольный Корпус, по концам которого вы-иолнены прорези, в Которые вставляются цанги .крепления режущего инструмента. Торцовые фрезы имеют возможность вращаться |Вправо и влево, что обеспечивает необходимый одинаковый угол резания у всех режуишх инструментов. Прямоугольные торцовые фрезы 7 установлены в один ряд таким образом, чтобы окрулсHOiCTH вращения режущих инст|рументо,в смежных фрез перекрывали друг друга. Для этого расстояние между осями вращения фрез меньще, чем длина фрезы / 2/, а их
продольные оси смещены «а 90°. Этим достигается оплош1ное поле об,работ1ки по всей ширине стола.
Для 0:беспечения т.ребуемото прижима калибруемой плиты 2 к столу / используется прижимной механизм, состоящий из переднего JOн заднего // прижимных элементов. За калифующим механизмом у1Ста1Н01влен шлифовальный MexaiHH3iM, включающий щлифовальные цили.ндры 12, под .которыми раоположены ОПор.ные вальцы 13. Для удаления пыли с по(верхности плиты имеется щеточный барабан 14.
Устройство для калибр.авания плит работает следующим образом.
Сначала включаются калибрующий и шлифовальный механизмы, затем подающий механизм, после чего в устройство подаются об(ра1баты|ваемые плиты 2. Если плиты щлифовать не нужно, то щлифовальный .механизм отключается, а шлифовальные цилиндры подиимаются для овободного прохода кали|бруемой плиты.
По окойчадии работы сначала выключается подающий механизм, а затем калибрующий и шлиф 01В а льны и механизмы.
Предложенная конструкция калибрующего механизма позволяет сократить расстояние между прижимными и подающими механизмами, за счет чего усиливается прижим плиты к базирующей поверхности стола п более точно и качественно калибруется плита по толщине.
Формула изобретения
Устройство для кали1бравания древесностружечных плит, включающее стол для базирования, калибрующий механизм, выполненный в виде многошпиндельной фрезерной головки, подающий и прижимной механизмы, отличающееся тем, что, с целью повышения точности калибрования и улучшения 5 качества обрабатываемой поверхности плит, щпиндели калибрующего механизма установлены iB один ряд, а фрезы выполнены с прямоугольньш корпусом и установлены одна относительно другой со смещением продольных ОСей на 90°.
Источники инфорМации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 271779, ;кл. В 27 С 1/06, 1969.
2.Деревообрабатывающая промыщленность, М., «Лесная промышленность, 1968, jYo 7, с. 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибрования древесностружечных плит | 1976 |
|
SU609619A1 |
| Станок для двустороннего калибрования древесных плит | 1983 |
|
SU1102671A1 |
| ТМТКО- -|Q »« ТЕХНИЧЕСКАЯ•шгнрид-V» | 1970 |
|
SU271779A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВАНИЯ ФАНЕРНЫХ ЛИСТОВ И ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2006 |
|
RU2325271C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| Станок для двухстороннего колибрования древесностружечных плит по толщине | 1977 |
|
SU701797A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
5
n г
....//...//.. /. /,. // //././. // 1
у/////////Л(/// /// v //////////////
n
9u.3
