(54) УСТРОЙСТВО ДЛЯ КАЛИБРОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
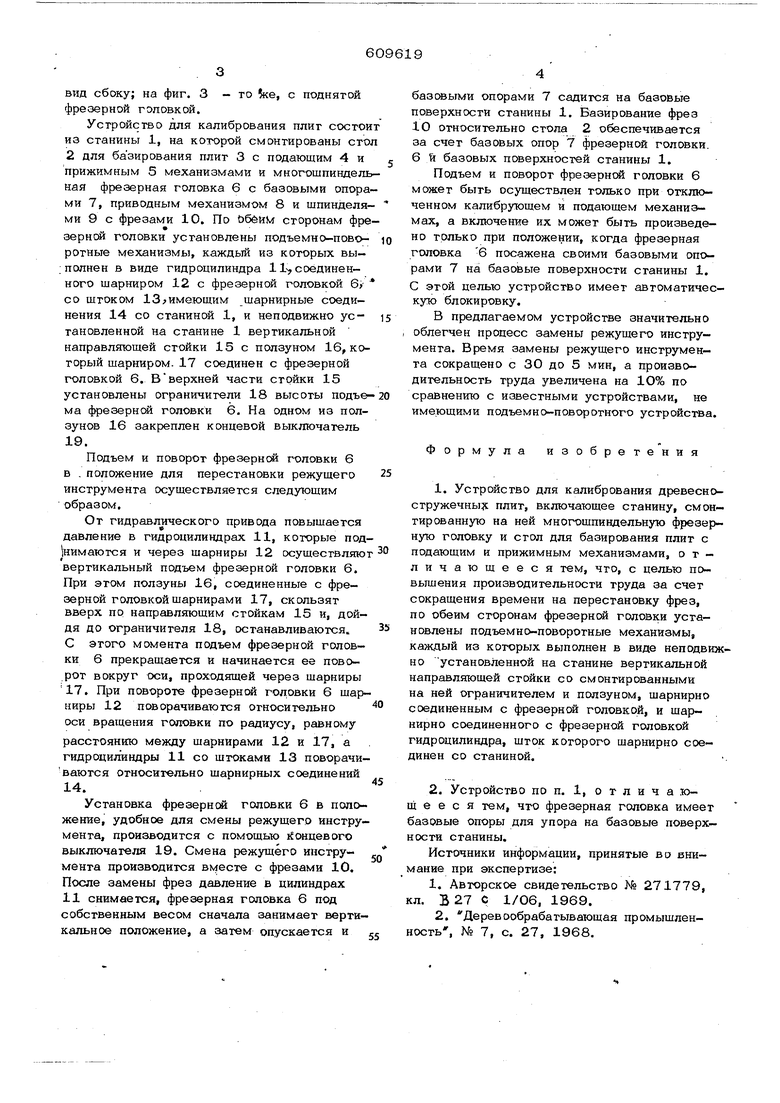
вид сбоку; на фиг. 3 - то fee, с поднятой фрезерной головкой.
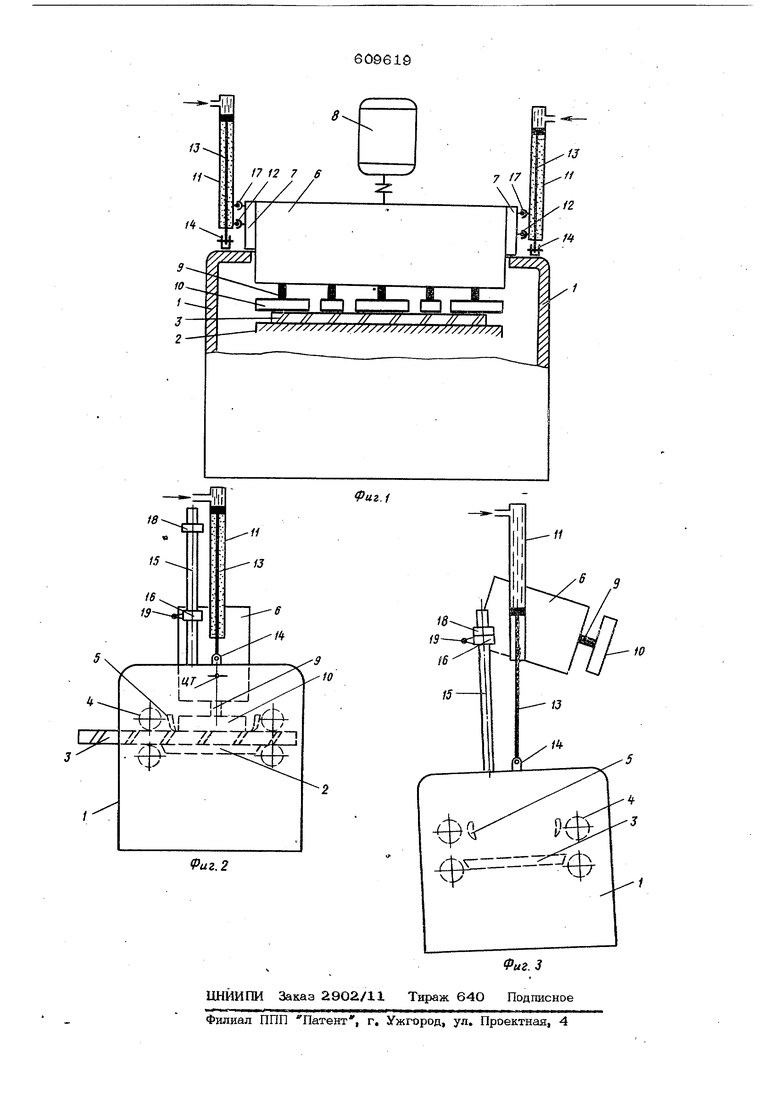
Устройство для калибрования плит состои из станины 1, на которой смонтированы сто 2 для базирования плит 3 с подающим 4 и прижимным 5 механизмами и многошпиндельная фрезерная головка 6 с базовыми опорами 7, приводным механизмом 8 и шпинделя- ми 9 с фрезами 10. По йбёИМ сторонам фрезерной головки установлены подъемно-поворотные механизмы, каждый из которых вы; полнен в виде гидроцилиндра 11-, соединенного шарниром 12 с фрезерной головкой штоком 13 имеющим шарнирные соединения 14 со станиной 1, и неподвижно установленной на станине 1 вертикальной направл5пощей стойки 15 с ползуном 16, который шарниром. 17 соединен с фрезерной головкой 6. Вверхней части стойки 15 установлены ограничители 18 высоты подъема фрезернсй головки 6. На одном из ползунов 16 закреплен концевой выключатель 19.
Подъем и поворот фрезернш головки 6 в . положение для перестановки режущего инструмента осуществляется следующим образом.
От гидравлического привода повышается давление в гидроцилиндрах 11, которые под1нимаются и через шарниры 12 осуществляю вертикальный подъем фрезерной головки 6. При этом ползуны 16, соединенные с фрезерной головкой шарнирами 17, скользят вверх по направляющим стойкам 15 и, дойдя до ограничителя 18, останавливаются. С этого момента подъем фрезерной головки 6 прекращается и начинается ее поворот вокруг оси, проходящей через шарниры 17. При повороте фрезерной головки 6 щарниры 12 поворачиваются относительно
оси вращения головки по радиусу, равному расстоянию между шарнирами 12 и 17, а гидроцилиндры 11 со шгоками 13 поворачи- ваются относительно шарнирных соединений 14.
Установка фрезерной головки 6 в положение, удобное для смены режущего инструмента, производится с помощью йонцевого выключателя 19. Смена режущего ииструмента производится вцесте с фрезами 10. После замены фрез давление в цилиндрах 11 снимается, фрезерная головка 6 под собственным весом сначала занимает вертикальное положение, а затем опускается и
базовыми опорами 7 садится на базовые поверхности станины 1. Базирование фрез 10 относительно стола 2 обеспечивается за счет базовых опор 7 фрезерной головки. 6 и базовых поверхностей станины 1.
Подъем и поворот фрезернсй головки 6 может быть осуществлен только при отключенном калибрующем и подающем механизмах, а включение их может быть произведено только при положении, когда фрезерная головка 6 посажена своими базовыми опорами 7 на базовые поверхности станины 1. С этой целью устройство имеет автоматическую блокировку.
В предлагаемом устройстве значительно облегчен процесс замены режущего инструмента. Время замены режущего инструмента сокращено с 30 до 5 мин, а производительность труда увеличена на 1О% по сравнению с известными устройствами, не имеющими подъемно-поворотного устройства
Формула изобретения
1. Устройство для калибрования древеснстружечных плит, включающее станину, смонтированную на ней многощпивдельную фрезерную головку и стол для базирования плит с подающим и прижимным механизмами, отличающееся тем, что, с целью повышения производительности труда за счет сокращения времени на перестановку фрез, по обеим сторонам фрезерной головки установлены подъемно-поворотные механизмы, каждый из которых выполнен в виде неподвино установленной на станине вертикальной направляющей стойки со смонтированными на ней ограничителем и ползуном, шарнирно соединенным с фрезерной головкой, и щарнирно соединенного с фрезерной головкой гидроцилиндра, шток которого шарнирно соединен со станиной.
2. Устройство по п. 1, о т л и ч а юui е е с я тем, что фрезерная головка имеет базовые опоры для упора на базовые поверхности станины.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 271779, кл. Б 27 С 1/06, 1969.
2. Деревообрабатывающая промышленность, № 7, с. 27, 1968.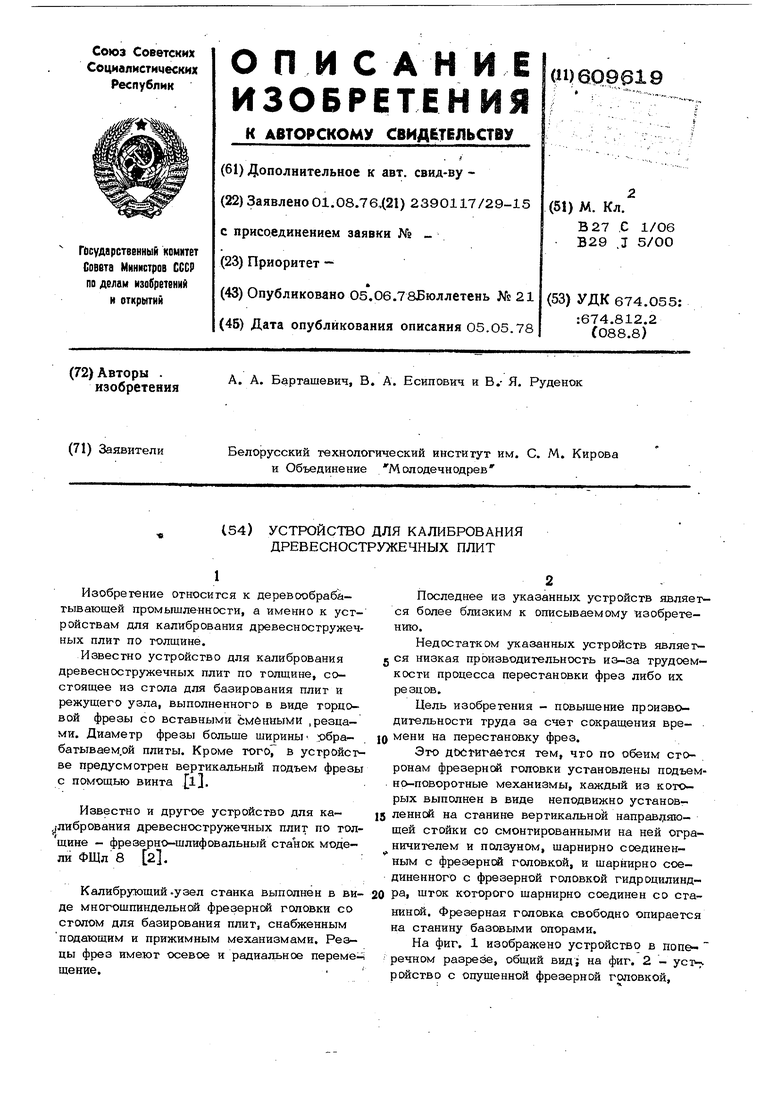
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| ЗЕМЛЕРОЙНАЯ МАШИНА | 1995 |
|
RU2085664C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЫТЕСНЕНИЯ УДЕРЖИВАЕМЫХ С ГЕОМЕТРИЧЕСКИМ ЗАМЫКАНИЕМ В ДИСКЕ РАБОЧЕГО КОЛЕСА ЛОПАТОК | 2011 |
|
RU2571494C2 |
| Устройство для калибрования древесностружечных плит | 1976 |
|
SU601159A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |