Изобретение относится к обработ ке металлов давлением, в частности к пневматическим устройствам, предназначенным для клеймения деталей ударш11м методом. .
Цель изобретения - повьшение качества клеймения путем исключения повторного инерционного удара клейма по изделию, а также упрощение ко 1струкции.
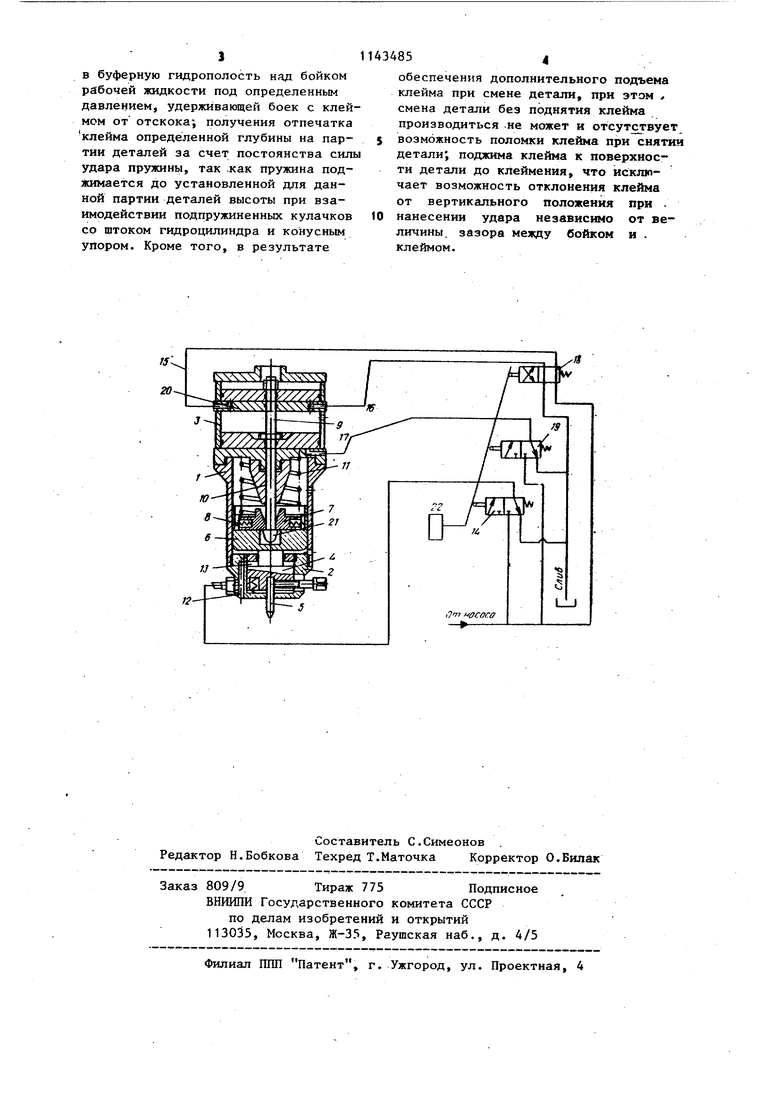
На чертеже представлен общий вид устройства и гйдросхема управления его работой.
Устройство содержит полый корпус 1j втулку 2, закрепленную на одном конце корпуса, силовой цилиндр 3, смонтированный на другом конце корпуса 1, боек 4, выполня{1жр1й роль поршня, с закрепленным в нем клеймом 5, ударник 6 с радщальными пазами, в которых размещены клиновые зажимные губки 7, подпружиненные в радиальном направлении пружинами 8, шток 9 силового цилиндра 3, упор 10, закрепленнь коаксиально штоку 9 в корпусе 1, пружину 11, размещенную вдоль оси корпуса между бойком .и силовьм цилиндром, и пружину 12, размещенную между бойком и втулкой 2. В закрепленной на конце корпуса втулке 2 выполнена полость 13, соединенная через распределитель 14 с .напорной и сливной магистралями. Полости силового хщлиндра через распределители t8 и 19 соединяются либо со сливом, либо с магистралью. Силовой щшиндр разделен- перегородко 20, а на конце штока 9 закреплен бурт 21 с возможностью взаимодействи с губками 7.
Управление работой гидросхеьш осуществляется командоаппаратом 22 путем воздействия на распределители 14 18 и 19. Первоначально через распределитель 18 давление рабочей жидкое- ти подается в полость 15, а полости 13, 16 и 17 соединены со сливом. Кпеймо 5 приподнято, обрабатываемая деталь подается на позицию клеймения. Затем давление жидкости через распределитель 14 подается в буферную гидрополость 13, клеймо 5 поджимается к обрабатываемой детали. Пос ле этого через распределитель 19 давление жидкости подается в полость 17, происходит процесс клеймения. После клеймения полости 15 и 17 соединяются со сливом, а давление
жидкости через распределитель 18 подается в полость 16, при этом кулачки 7 входят в зацепления со штоком 9. Затем давление жидкости через распределитель 18 снова подается в полость 15, а полости 13, 16 и 17 соединяются со сливом.
Подводится деталь, на которую будет нанесено клеймо, сбрасывается давление рабочей жидкости на нижней полости 15 гидроцилиндра. В полость 13 над бойком 4 подается под давлением рабочая жидкость. Боек 4 с клеймом 5 опускается вниз, преодолевая усилие пружины 12. Клеймо 5 упирается в обрабатываемую деталь. Затем рабочая жидкость под давлением подается. в нижнюю полость 17 основного гидроцилиндра 3, поршень которого со штоком 9 перемещается вверх, при этом перемещаются подпружиненные кулачки 7 вместе с ударником 6, снимая силовую пружину 11. Перемещение вверх кулачков 7 происходит до соприкосновения их с конусным упором 10. После этого подпружиненные кулачки 7 выходят из зацепления со штоком 9, сжатая силовая пружина 11 срывается вниз, действует на ударник 6, который ударяет по бойку 4, клеймо 5 клеймит деталь. После клеймения рабочая жидкость под давлением поступает в верхнкио полость 16 основного гидроцилиндра, порщень со штоком 9 перемещается вниз, и подпружиненные кулачки 7 входят в зацепление со штоком 9.Затем убирается давление из полости 13 над бойком 4 и из полостей основного гидроцилиндра 3, подается давление в нижнюю полость 17 гидроцилиндра. Шток 9 вместе с ударником поднимаются на небольшую высоту. Боек 4 с клеймом 5 под действием пружины 12 подъема поднимается вверх до соприкосновения с ударником 6. Заклейменная деталь убирается. Далее цикл клеймения повторяется . В зависимости от типа деталей могут устанавливаться различные конусные упоры 10.
Использование изобретения позвояет повысить качество клеймения в езультате получения одинарного отечатка, так как отсутствует возожность отскока клейма от поверхости детали .при клеймении за счет ополнительного поджима бойка с клейом к поверхности детали при подаче 3 в буферную гидрополость над бойком рабочей жидкости под определенным давлением, удерживающей боек с клей мом от отскока; получения отпечатка клейма определенной глубины на партии деталей за счет постоянства сил удара пружины, так .как пружина поджимается до установленной для данной партии деталей высоты при взаимодействии подпружиненных кулачков со штоком гидроцилиндра и конусным упором. Кроме того, в результате 85 обеспечения дополнительного подъема клейма при смене детали, при этом смена детали без поднятия клейма производиться не может и отсутствует возможность поломки клейма при снятии детали; поджима клейма к поверхности детали до клеймения, что исключает возможность отклонения клейма от вертикального положения при нанесении удара независимо от величины, зазора между бойком и . клеймом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| Устройство для ударного клеймения изделий | 1988 |
|
SU1613216A1 |
| Устройство для клеймения | 1979 |
|
SU814513A2 |
| Устройство для клеймения цилиндрических деталей в торец | 1975 |
|
SU528135A2 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |
| ВСЕСОЮЗНАЯ I'-^^?йШ'Т1ХШчСЛ4^?; БНБЛЙОТ | 1971 |
|
SU312649A1 |
| Пневматический клеймитель | 1977 |
|
SU619246A1 |
| Гидравлическое устройство ударного действия | 1976 |
|
SU717312A1 |
| Гидропневматическое устройство ударного действия | 1981 |
|
SU1002563A1 |
УСТРОЙСТВО ДЛЯ УДАРНОГО КЛЕЙМЕНИЯ ИЗДЕЛИЙ, содержащее полый корпус, втулку, закрепленную на одном конце корпуса, силовой цилиндр, смонтированный на другом конце корпуса и соединенный с системой управления, боек с клеймом, установленный во втулке -С возможностью осевого перемещения, подпружиненный ударник, размещенный между Йиловым цилиндром и бойком внутри корпуса с возможностью осевого перемещения и взаимодействий с бойком, шток силового цилиндра и средство спуска ударника, отличающеес.я тем, что, с целью повьшения качества клеймения путем исключения повторного инерционного удара клейма по изделию, а также упрощения конструкции, в ударнике со стороны, обращенной к силовому цилиндру, выполнены радиальные пазы, средство спуска ударника выполнено в виде клиновых зажимных губок, размещенных в радиальных пазах ударника, подпружиненных в радиальном направлении и установленных с возможностью взаимодействия со штоком силового цилиндра и упором, закрепленным концентрично штоку в кор(Л пусе, устройство снабжено дополнительным силовым цилиндром, пслость которого выполнена во втулке и соединена с системой управления, боек подпружинен и выполнен в виде поршня со штоком дополнительного силового цилиндра, а на конце штока силового цилиндра выполнен с возможнос4 тью взаимодействия с зажимными губСА ками бурт. 4 30 :л
| УСТРОЙСТВО для БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ ВЛАГИ | 0 |
|
SU354035A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР , № 897369, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
